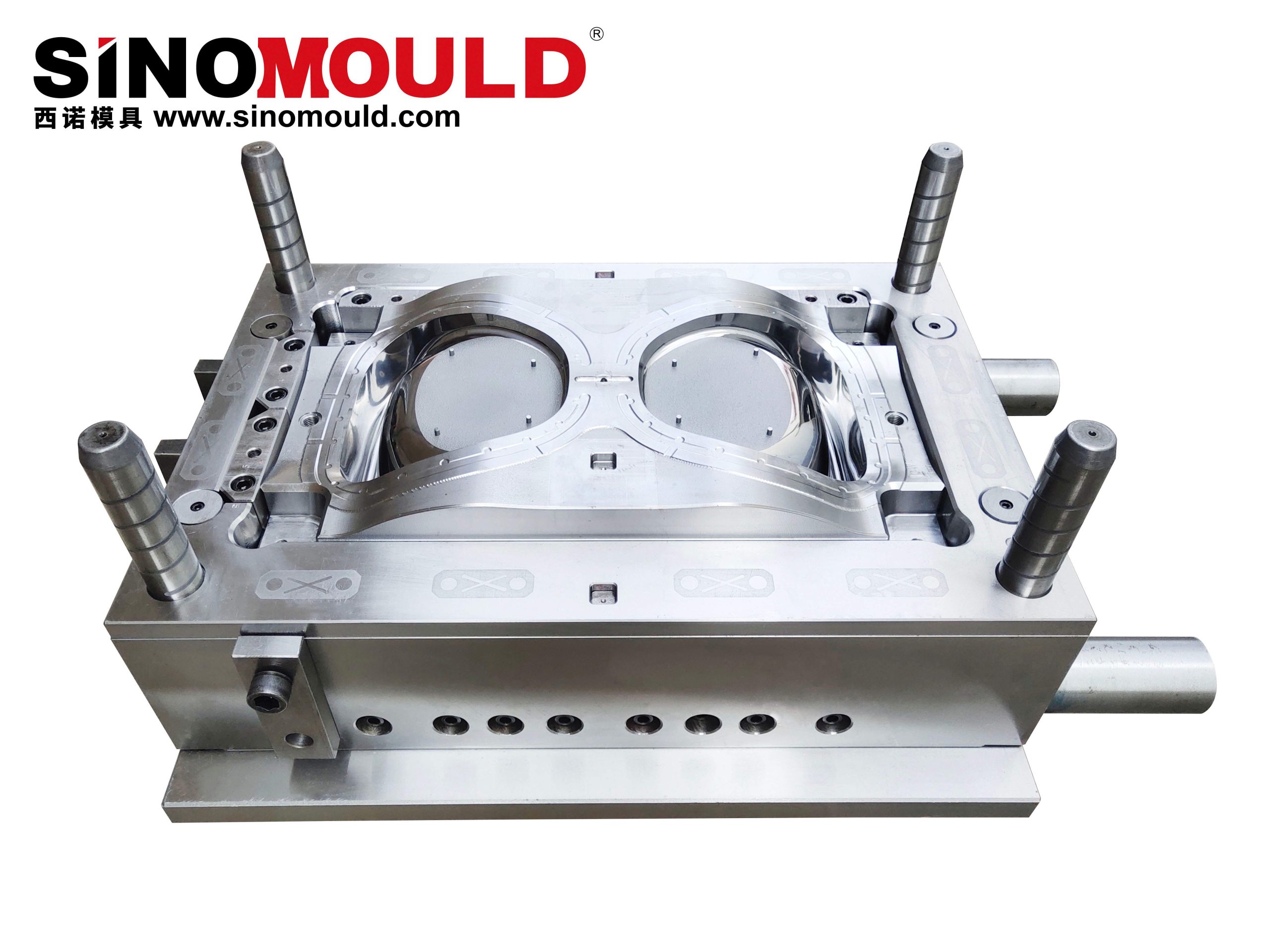
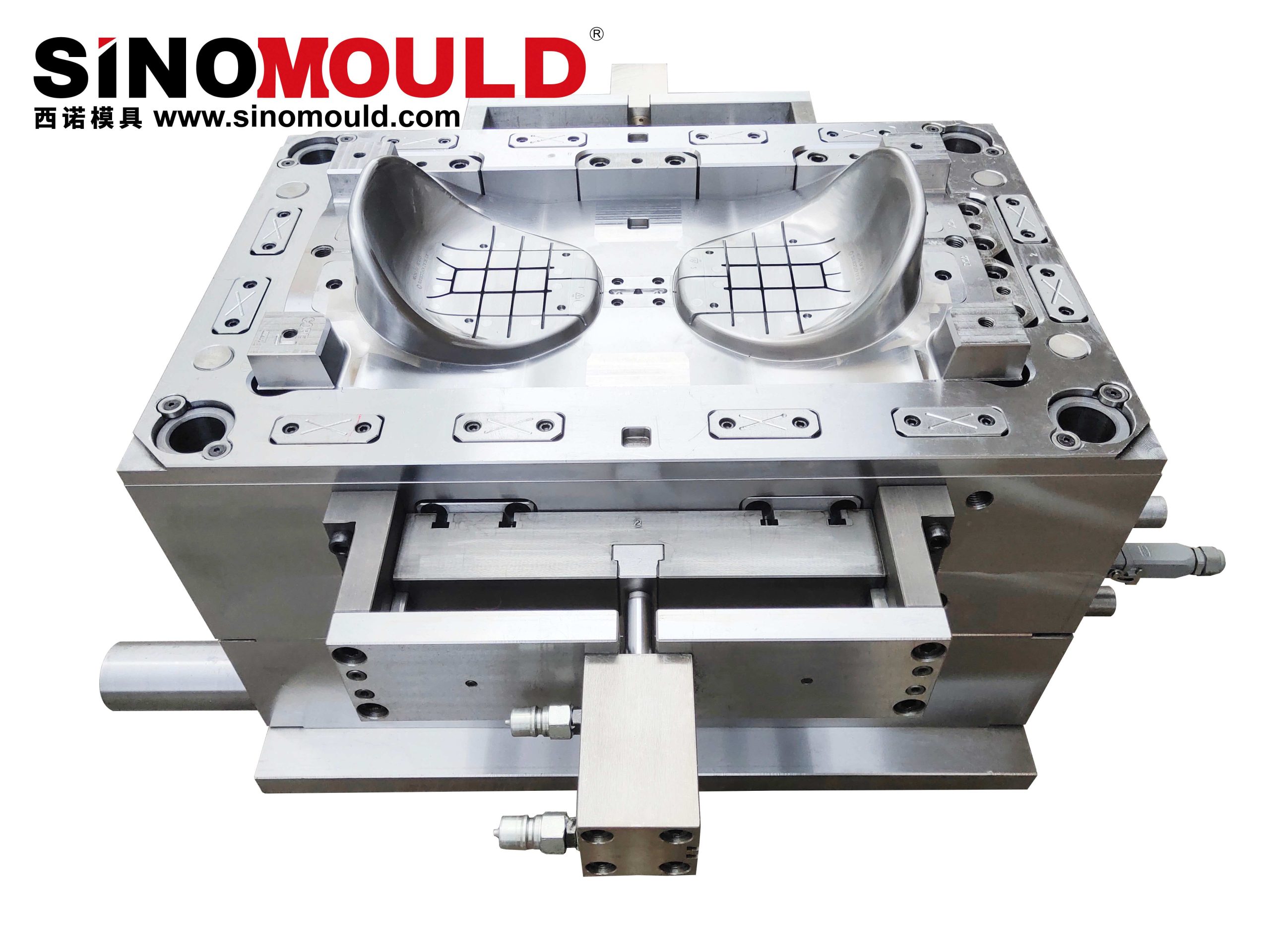
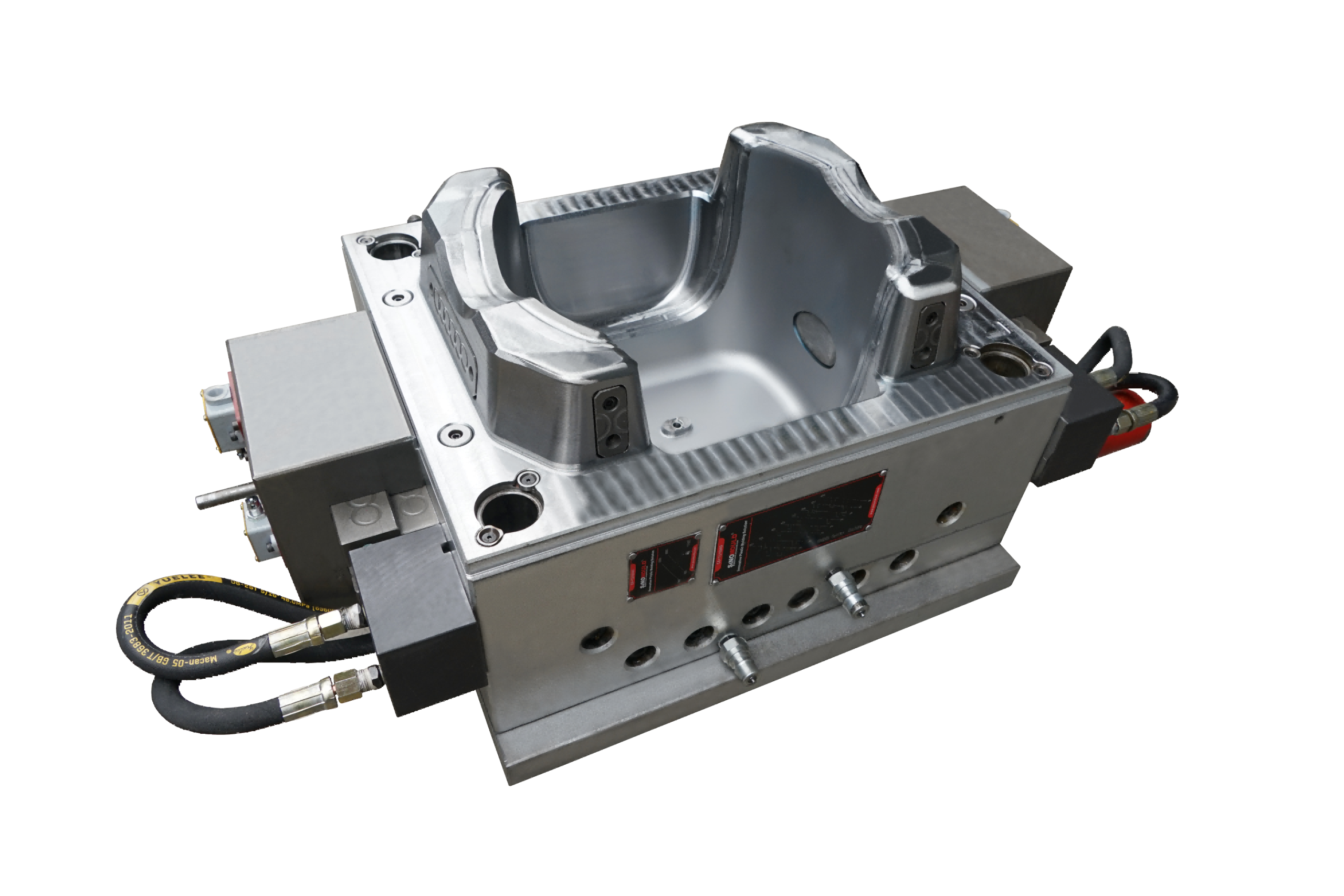
Stool Moulds
With over 20 years of experience in R&D and manufacturing of plastic stool moulds and folding plastic stool moulds, SINOMOULD fully covers the mould manufacturing of core components for ordinary plastic stools and folding plastic stools, including plastic parts such as seat surfaces, stool legs, folding hinges, buckles, and non-slip pads.
SINOMOULD is good at designing customized professional mould solutions according to the needs of different application scenarios (home use, office, outdoor, catering) and combined with the performance of different plastic materials such as PP and HDPE.
We pioneered the development of an 8-cavity integrated mould for folding plastic stools, solving the industry pain points of difficult demoulding and high precision requirements for folding structures, and becoming the preferred choice for global mid-to-high-end plastic stool mould manufacturers. Combined with our parent company DKM’s special all-electric injection moulding machines, we provide turnkey integrated plastic stool production line solutions, enabling efficient and stable production from moulds to complete production lines, and greatly improving customers’ production efficiency.
Standard Parameters of Stool Moulds
Below are examples of the most common parameters for stool moulds and folding stool moulds.
| Cavity Steel | P20, 718H, 2344 | Recommended Injection Machine | DKM Servo Injection Moulding Machine Series |
|---|---|---|---|
| Core Steel | P20, 718H, 2344 | Plastic Material & MFI | PP, HDPE, typical MFI 8–20 g/10 min |
| Mould Base Standard / Steel | 4CR13、S50C | Ejection System | Stripper Plate Ejection, Angle Ejection (for folding models only) r |
| Sliders, Inserts, Lifters Steel | High-strength tool steel, treated with nitriding or surface hardening, with an additional wear-resistant coating for folding versions to ensure smooth movement, wear resistance, and freedom from jamming. | Injection Process | High-speed injection, short cycle time, precise temperature control, independent temperature control for each cavity; folding models add secondary ejection process to ensure the integrity of the folding structure |
| Number of Cavities | Ordinary models: 2-8 cavities; folding models: 1-8 cavities, determined by customer production capacity, maximum 16 cavities | Injection Cycle Time | Ordinary models: 15-25 seconds; folding models: 20-30 seconds |
| Hot Runner System | Full hot runner, semi-hot runner (optional); folding models adopt point gate to avoid affecting the folding structure | Mould Manufacturing Lead Time | Ordinary models: 35-55 days; folding models: 45-70 days |
Key Quality Points of Stool Moulds
SINO MOULD implements rigorous quality management protocols for plastic stool moulds and folding plastic stool moulds. From steel selection to trial mould validation, every step ensures high precision, stability, and extended mould lifespan. Especially for the complex structure of folding mould models, key links are strengthened to ensure that the products can be folded smoothly and meet the load-bearing standards after moulding.
01 Standardized Design
- Based on the characteristics of each component of the plastic stool (seat surface, stool legs, folding hinges, buckles), the mould structure and runner layout are optimized. The active joints of folding models are optimized with rounded corners to avoid stress concentration. Mould flow analysis software is used to simulate the injection process, ensuring balanced multi-cavity injection and uniform plastic distribution, and reducing sink marks and warpage of the seat surface and stool legs.
- Special full hot runner point gate design for folding models, precisely controlling the glue injection volume and temperature, avoiding gate marks affecting the folding action, while improving temperature uniformity, reducing deformation and air trap risks, and ensuring the tightness and flexibility of the folding structure.
02 Steel Material Selection
- Core/Cavity: DIN 1.2316 or S136—highly corrosion-resistant and wear-resistant steel. High-precision polishing ensures that the surface of the seat and stool legs is smooth and free of defects, while improving the wear resistance of the mould and extending its service life.
- Mould Base: 4Cr13 rust-resistant mould base steel or S50C, with good strength and toughness, able to withstand the impact force during the injection process, long service life, low maintenance cost, and suitable for the structural needs of large-size stool moulds.
- Hot Runner Components and Folding Structure Parts: Made of corrosion-resistant, high-temperature-resistant, and high-strength materials. The sliders and angle lifters of folding models are additionally treated with wear-resistant coating to ensure long-term stable operation of the runner and precise, non-sticking movement of the folding structure.
03 Machining Precision Control
- CNC precision machining with critical dimensional tolerances controlled within ±0.01 mm, especially for the matching parts such as hinges and buckles of folding models, the dimensional accuracy is strictly controlled to ensure smooth folding without looseness or jamming.
- Multi-stage inspection: Parallelism, perpendicularity, hole positioning, and cavity dimensions verified through multiple inspection procedures, focusing on detecting the fitting accuracy of the folding structure to avoid products being unable to fold normally or failing to meet load-bearing standards due to dimensional deviations.
- Critical areas undergo mirror polishing, and the seat cavity is treated with high-gloss polishing to ensure the formed surface of the stool is smooth and clean, free of scratches and sink marks, and improve the appearance texture of the product; the folding joints are precisely polished to reduce friction and extend the service life of the product.
04 Machining Precision Control
- Precision assembly of critical components like slides, inserts, and angle lifters, especially the hinge and buckle mould components of folding models, which are assembled with precise positioning to ensure smooth closure, precise movement, no jamming, and no looseness.
- During trial moulding, scientifically optimized injection moulding processes are applied to accurately identify even minor issues—such as warpage, sink marks, voids, dimensional deviations, as well as unsmooth folding and loose buckles of folding models—and make timely, precise adjustments, ensuring that the product dimensions, appearance, load-bearing performance and folding function meet the standards.
- To guarantee high reliability post-delivery, we conduct extended stability testing before shipment—typically no less than 8 hours—simulating actual production rhythms and high-intensity operations. Especially for folding mould models, additional folding fatigue tests are added to ensure long-term stable operation of the mould and the product meets the standard folding times. This process validates not only dimensional accuracy and injection consistency but also assesses the overall stability of the mould’s hot runner system, cooling system, and mechanical actions.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}