Syringe Moulds
With over 25 years of experience in medical syringe mould development, SINO MOULD specializes in manufacturing medical moulds for all critical syringe components, including plastic parts such as the barrel, plunger, needle hub, and needle cap. SINO MOULD is good at designing specialized mould solutions tailored to the distinct plastic material and performance requirements of each component. We invented a 64-cavity fully hot runner system for syringe molds, becoming the preferred choice for global high-end syringe mould manufacturers. Combined with our parent company DKM’s medical-grade all-electric injection moulding machines, we provide turnkey integrated syringe production line solutions, enabling efficient manufacturing from moulds to complete production lines.
Standard Syringe Mould Details
Below are examples of the most common parameters for barrel moulds.
Barrel Mould Cavity Steel | M340, DIN1.2316, S136 | Recommended Injection Machine | DKM FE Series All-Electric Injection Moulding Machine |
Barrel Mould Core Steel | M340, DIN1.2316, S136 | MFI Plastic Material & MFI | Medical-grade PP, typical MFI 10–25 g/10 min |
Mould Base Standard / Steel | 4CR13 | Ejection System | Stripper |
Sliders, Inserts, Lifters Steel | High-strength tool steel, nitrided or surface-strengthened, ensures smooth slider movement and wear resistance. | Injection Process | High-speed injection, short cycle time, precise temperature control |
Number of Cavities | 8-64 chambers, depending on customer capacity, maximum 128 chambers. | Injection Cycle Time | 10-15秒 10–15 seconds |
Hot Runner System | Fully heated runner system; spot gate to submarine gate conversion (optional) | Mould Manufacturing Lead Time | 40–65天 40–65 days |
Key Quality Points of Syringe Moulds
SINO MOULD implements rigorous quality management protocols for syringe moulds. From steel selection to trial mould validation, every step ensures high precision, stability, and extended mould lifespan.
Standardized Design Based on the structural characteristics of the syringe components (barrel, plunger, gasket, needle hub, needle cap), the mould structure and runner layout are optimized. Utilizes mould flow analysis software to simulate injection processes, ensuring balanced multi-cavity injection and uniform plastic distribution.Patented full hot runner design enhances temperature uniformity, reducing deformation and porosity risks.
Steel Material Selection
Core/Cavity: DIN 1.2316 or S136—highly corrosion-resistant and wear-resistant steel. High-precision polishing ensures smooth barrel surfaces.
Mould Base: 4Cr13 rust-resistant mould base steel offers good strength and toughness, delivering extended service life and low maintenance costs.
Hot Runner Components: Constructed from corrosion-resistant, high-temperature materials to ensure long-term reliable hot runner operation.
Machining Precision Control CNC precision machining with critical dimensional tolerances controlled within ±0.01 mm. Multi-stage inspection: Parallelism, perpendicularity, hole positioning, and cavity dimensions verified through multiple inspection procedures. Critical areas undergo mirror polishing to guarantee smooth, clean barrel forming surfaces.
Assembly and Mould Trial Precision assembly of critical components like slides, inserts, and ejector pins ensures smooth mould closure. During trial moulding, scientifically optimized injection moulding processes are applied to accurately identify even minor issues—such as warpage, sink marks, voids, or dimensional deviations—and make timely, precise adjustments, ensuring stable dimensions, consistent appearance, controlled weight, and reliable functional performance.
Validation and Continuous Optimization To guarantee high reliability post-delivery, we conduct extended stability testing before shipment—typically no less than 5 hours—simulating actual production rhythms and high-intensity operations. This process validates not only dimensional accuracy and injection consistency but also assesses the overall stability of the mould’s hot runner system, cooling system, and mechanical actions.
Mould Flow Analysis for Syringe Moulds
Using Mouldflow analysis software, the injection process is simulated to optimize cavity structure, runner layout, and temperature control, ensuring balanced multi-cavity filling, uniform plastic distribution, and reduced risk of air traps or warpage for precision medical molds.
As it shows in the picture, the full hot runner allows independent temperature control for each cavity, keeping plastic flow and temperature consistent, reducing deformation and air traps, and greatly improving injection stability and mould longevity.
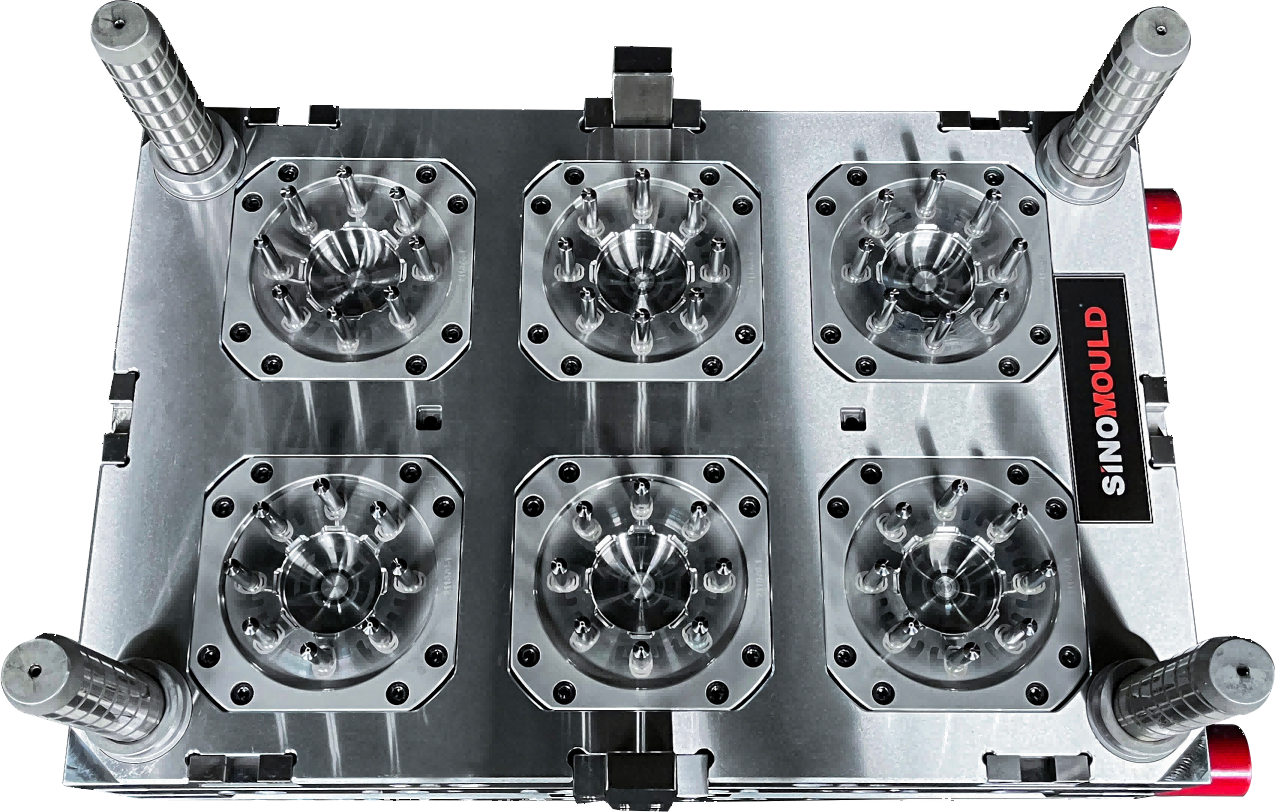
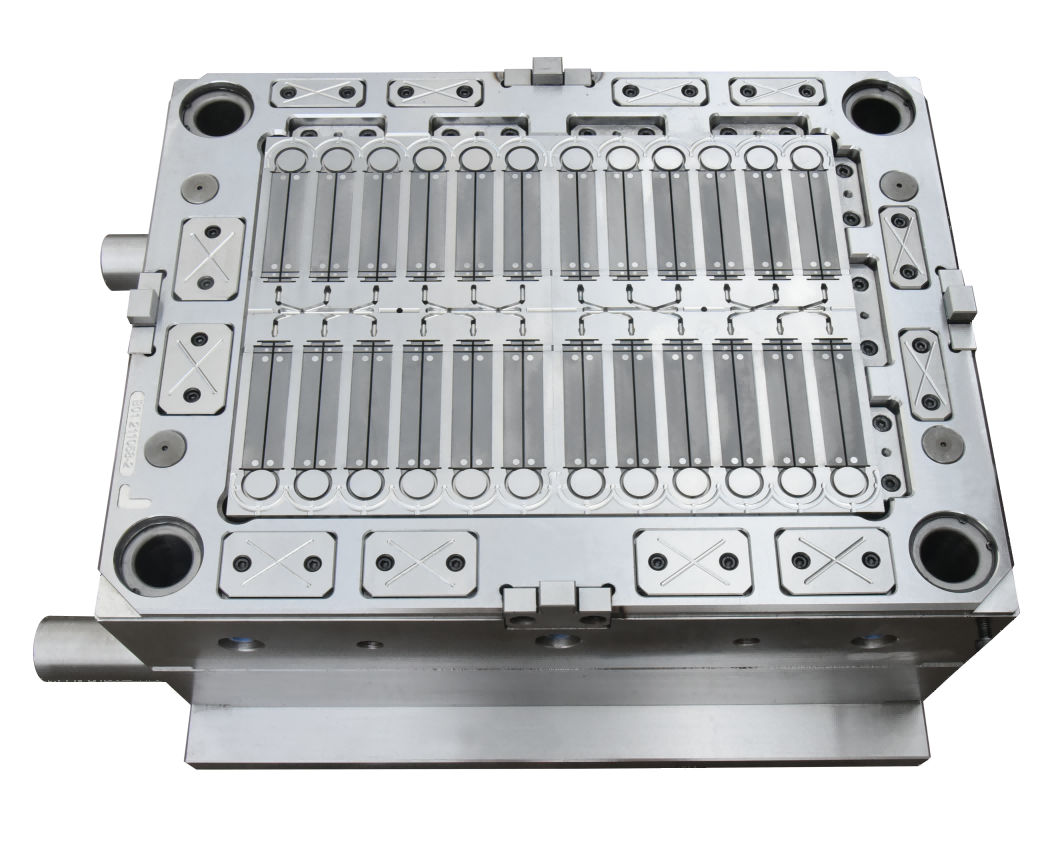
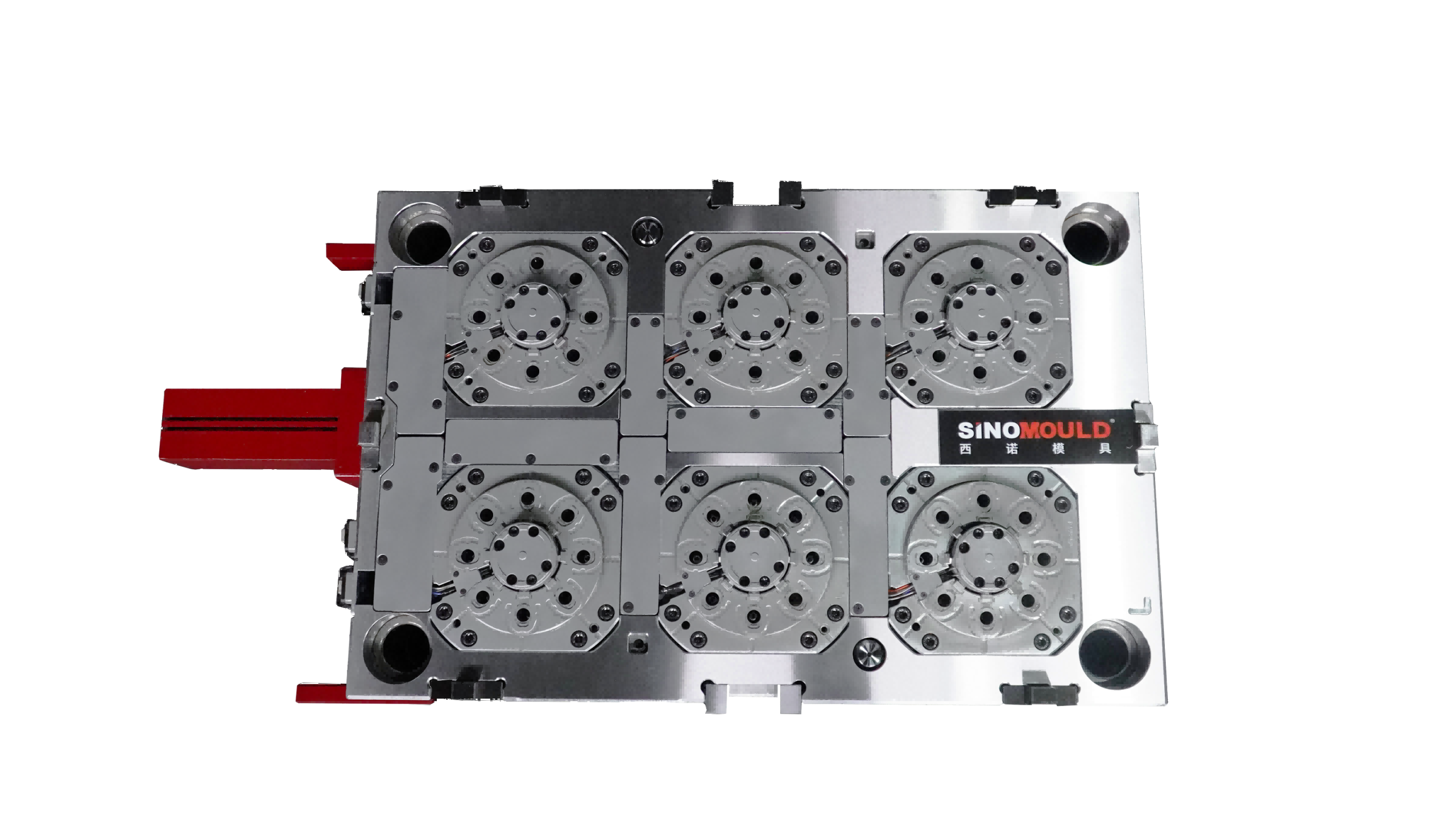
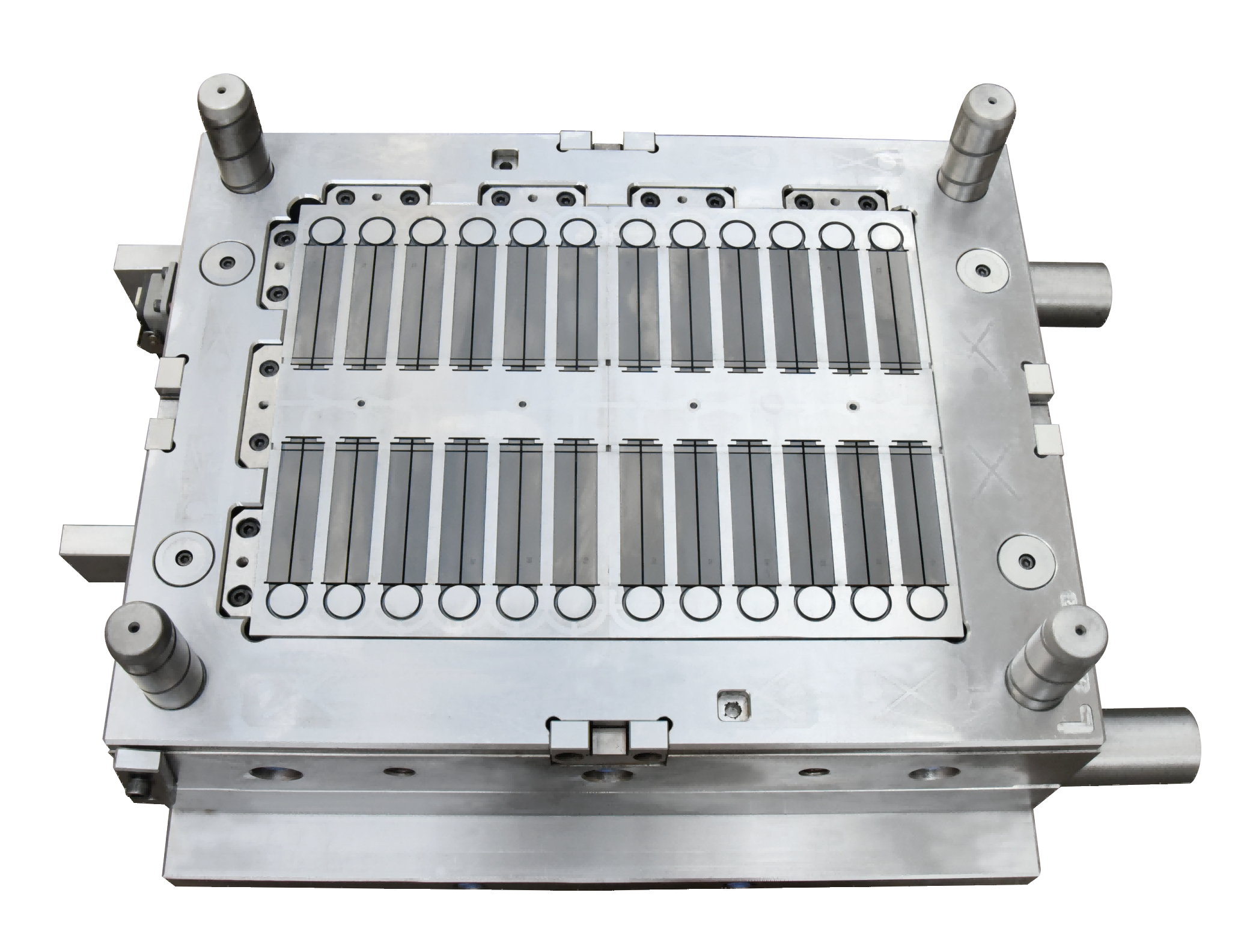
Syringe Mould Images
Images highlighting the structural details and manufacturing quality of SINO MOULD syringe moulds, including high-cavity layouts.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Centrifuge Tube Mould Testing Video
Demonstrating the performance of the centrifuge tube mould under high-speed injection moulding conditions, verifying its stability and efficiency in production.