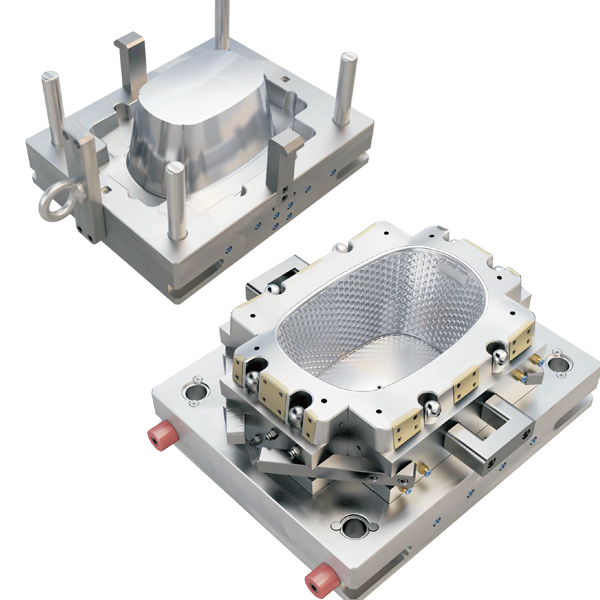
Plastic Basket Mould
Every year, we manufacture a wide range of basket moulds in various sizes, including shopping basket moulds, laundry basket moulds, and more, which are widely used in both daily life and commercial applications. With years of experience in mould design and manufacturing, we are able to provide comprehensive solutions—from structural design to injection moulding processes—tailored to meet our customers’ specific needs.
Basket Mould Details
Below are examples of the most common parameters for basket moulds.
Basket Mould Cavity Steel | P20/718H | Recommended Injection Machine | DKM DH Injection Moulding Machine |
Basket Mould Core Steel | P20/718H | Plastic Material & MFI | Commonly PP/PE, MFI typically 10-30 g/10min |
Mould Base Standard / Steel | S45 | Ejection System | Ejector Plate / Ejector Pin + Plate Combination |
Sliders, Inserts, Lifters Steel | P20/718H | Injection Process | High-speed injection + precise temperature control |
Number of Cavities | 1Cavity or 2Caivity | Injection Cycle Time | 35–60 seconds |
Hot Runner System | Value Hot runner
| Mould Manufacturing Lead Time | 40–65 days |
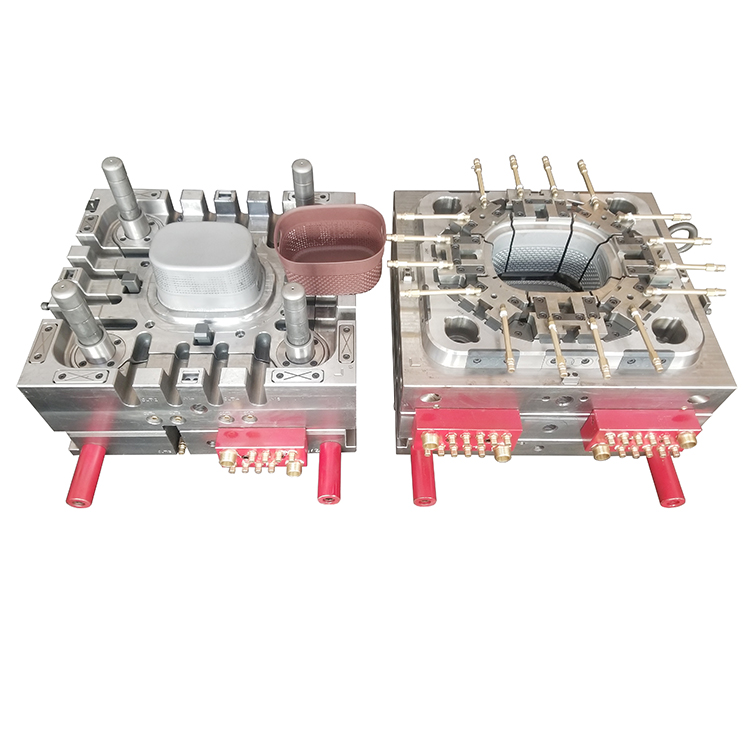
Key Quality Points of Basket Moulds
SINOMOULD has over a decade of experience in the design and manufacturing of basket moulds, supplying a large number of moulds—including shopping baskets, laundry baskets, and storage baskets—to global customers every year. We have a deep understanding of the core requirements for basket moulds, such as filling balance, surface quality, cycle time, and mould lifespan, and we strictly control quality in the following key areas:
Steel Selection & Heat Treatment
The core and cavity are made of P20 or 718H pre-hardened steel, offering excellent polishability and wear resistance, making them ideal for high-volume production. The mould base is constructed from S50C or 4Cr13 high-strength rust-resistant steel, ensuring long-term stability. Moving components such as sliders, lifters, and inserts are also manufactured from P20, 718H, or 8407 wear-resistant steel, heat-treated to HRC 48-52 to guarantee durability under frequent operation.
Machining Precision Control
We utilize high-precision CNC machining centers, with critical dimensional tolerances controlled within ±0.01 mm. For fine textures and complex cavities, EDM ensures consistent texture patterns without carbon buildup. All moulds undergo multi-stage inspection using CMM equipment, verifying parallelism, perpendicularity, hole positioning, and cavity dimensions. Surface finishes are finely polished according to customer requirements, with transparent products achieving a mirror finish to ensure smooth ejection and clean surfaces.
Hot Runner System
We employ valve gate hot runner systems with independent temperature control for each cavity, ensuring high temperature uniformity and effectively preventing localized overcooling or overheating. Programmable sequential injection control precisely regulates valve gate opening timing, achieving balanced filling and eliminating weld lines. The manifold is optimally designed to minimize material residue, facilitating quick color or material changes to meet diverse production requirements.
Cooling System
Our cooling system utilizes conformal cooling channel design, allowing cooling lines to closely follow the product contour and improving cooling efficiency by 20-30% compared to traditional cooling methods. Combined with precise temperature control via mould temperature controllers (±1-2℃ accuracy), this effectively reduces product warpage. Efficient cooling design enables us to achieve target cycle times of 35-60 seconds, significantly enhancing production efficiency.
Ejection System
For large baskets, we prioritize ejector plate ejection, ensuring uniform ejection force distribution and eliminating ejector pin marks to maintain surface quality. For medium and small baskets, we employ a combination of ejector pins and ejector plates, balancing smooth ejection with localized assistance. Deep-cavity baskets are designed with sufficient draft angles (1°-2° for outer walls, 1.5°-3° for inner walls) to ensure smooth ejection and prevent scratching or deformation.
Mould Trial & Mass Production Validation
Before shipment, each mould undergoes continuous production testing—typically no less than 5 hours—simulating actual production rhythms and high-intensity operations. During testing, we systematically optimize injection pressure, speed, temperature, and holding pressure parameters to ensure stable dimensions and acceptable appearance. We also validate the long-term stability of the hot runner system, cooling system, and mechanical actions, ensuring high reliability after delivery.
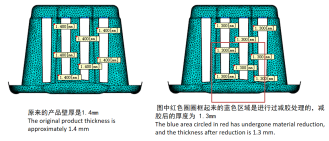
Mould Flow Analysis for Basket Moulds
For complex structures such as openwork and mesh patterns commonly found in baskets, we optimize rib layout and wall thickness transitions during the design phase to achieve a balance between strength and lightweight construction. Our gating solution utilizes valve gate hot runners with multi-point sequential injection to eliminate weld lines and significantly enhance surface appearance. Each mould undergoes mould flow analysis during the design stage to predict potential risks such as filling issues, air traps, and warpage, optimizing process parameters to reduce trial runs and shorten development cycles.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}