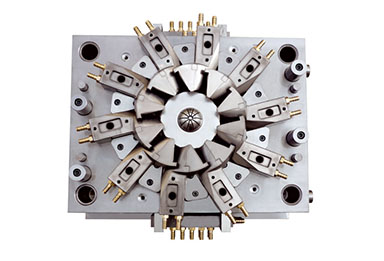
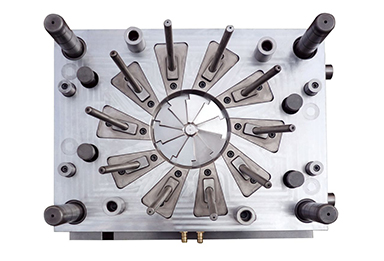
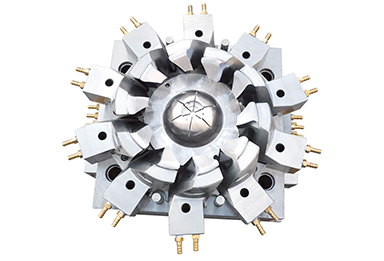
Fan Mould
With over 20 years of experience in R&D and manufacturing of precision household appliance moulds, SINOMOULD covers core components of the home appliances. We specialize in the R&D and production of moulds for fan main bodies, fan blades, air coolers and air conditioners. SINOMOULD excels in providing customized professional mould solutions based on diverse product performance requirements. With efficient and stable production capacity, we have become a trusted mould supplier in the household appliance industry.
Standard Fan Mould Details
Below are examples of the most common parameters for fan moulds.
Fan Mould Cavity Steel | DIN1.2316, S136 | Recommended Injection Machine | DKM DH Series Electric Charging Injection Moulding Machine |
Fan Mould Core Steel | DIN1.2316, S136 | Plastic Material & MFI | PP, typical MFI 10-15g/10 min |
Mould Base Standard / Steel | SINO Standard | Ejection System | Stripper |
Sliders, Inserts, Lifters Steel | High-strength tool steel, treated with nitriding or surface strengthening processes, ensures smooth sliding of the slider and excellent wear resistance. | Injection Process | High Precision injection, short cycle time, precise temperature control |
Number of Cavities | 1 cavity, determined by the customer’s production capacity, with a maximum of 128 cavities | Injection Cycle Time | 20 seconds |
Hot Runner System | Full-heat hot runner Point gate to latent gate (optional) | Mould Manufacturing Lead Time | 40–65 days |
Key Quality Points of Fan Moulds
SINOMOULD has a strict control process for the quality management of home appliance fan moulds. From the selection of steel materials to the trial mould verification, every step ensures that the moulds have high precision, high stability and long service life.
Material SelectionCommonly use AS, ABS, reinforced PP, and PP blends, requiring good flowability, stable shrinkage, and sufficient strength for dynamic balance.
01
Mould Structure Design
- Adopt center gating (pin-point gate / hot runner) to ensure even filling of all blades.
- High-precision CNC machining and polishing for cavity surfaces to ensure consistent blade curves and dynamic balance.
- Uniform cooling layout to avoid warpage, deformation and uneven weight.
- High mould rigidity to prevent deflection under high injection pressure.
02
Injection Process Control
- Proper barrel temperature to ensure flow without silver streaks or burning.
- Stable injection speed to avoid gas traps, burning, and obvious weld lines.
- Sufficient and balanced holding pressure to prevent sink marks and uneven wall thickness.
- Adequate cooling time to avoid ejection deformation and warpage.
03
Key Quality Requirements
- Consistent weight and dimension among all blades to meet dynamic balance standards.
- Smooth surface, no sinks, bubbles, short shots or burrs.
- No deformation, low noise, stable and smooth rotation.
Fan Mould Flow Analysis
{kind=link}
{kind=link}
{kind=link}
{kind=link}