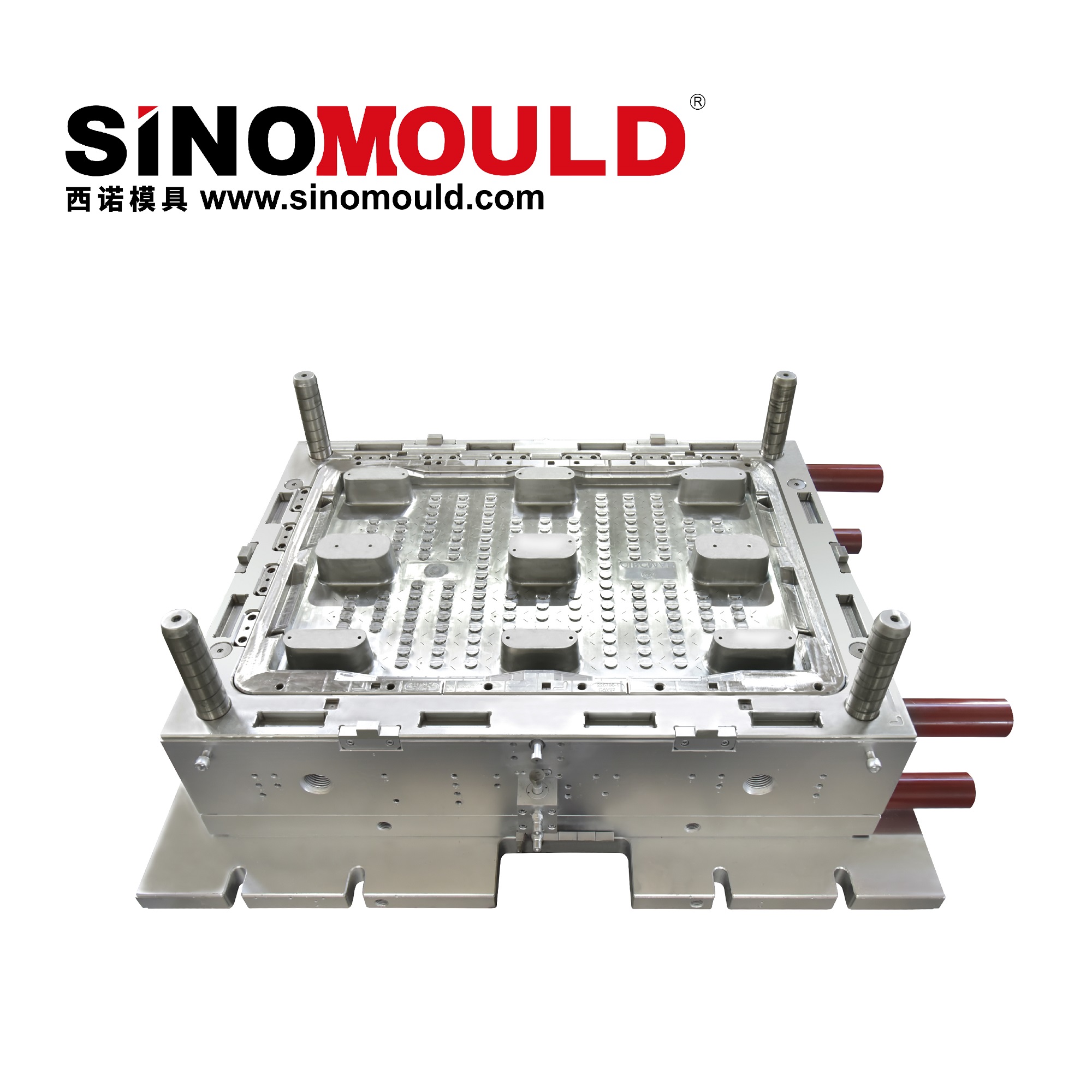
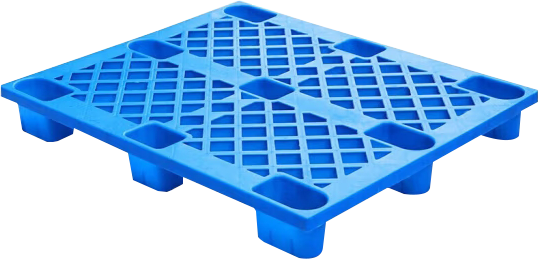
Plastic Pallet Mould
As the core carrier of modern logistics, warehousing, and cold chain, the quality and service life of plastic pallets directly depend on the precision and process of the mould. SINOMOULD focuses on the R&D and manufacturing of high‑performance pallet moulds, covering all scenarios from nine‑foot light‑duty to double‑face heavy‑duty pallets with customized solutions. Thanks to precision machining and optimized cooling systems, a single mould can achieve a service life of 500,000 to 1,000,000 cycles, fitting 1,000T to 3,000T large‑tonnage injection moulding machines, ensuring accurate pallet dimensions, uniform stress distribution, and easy demoulding.
Pallet Mould Specifications
Below are examples of the most common parameters for Centrifuge Tube moulds.
| Mould Name | Double‑Face Pallet Mould | Product Dimensions | 1300 × 1100 × 152.5 mm |
|---|---|---|---|
| Number of Cavities | 1 | Mould Dimensions | 2130 × 1660 × 1135 mm |
| Machine Used | DKM-3350TP | Main Material | DIN 1.2311 |
| Injection System | 24‑point hot runner | Ejection System | Ejector pins |
| Cycle Time | 69s | Mould Life | 500,000 cycles |
| Delivery Time | 65 days | Mould Features | High‑quality pallet mould with SINOMOULD patented design; 18 kg pallet achieves an ultra‑short cycle time of 69 seconds. |
Pallet Mould Quality Essentials
- Cavity hardness and life: Critical load‑bearing areas must have a hardness of HRC 32‑36 and a nitrided layer depth of 0.2‑0.3 mm to ensure dimensional stability for over 800,000 cycles.
- Interchangeability precision: All inserts, ejector pins, and sliders have an interchange tolerance of ±0.01 mm for quick repair and replacement.
- Cooling system sealing: The water circuit must pass a pressure test at 1.2 MPa for 30 minutes with no leakage, preventing water leaks that could scrap finished products during production.
- Guide precision: Guide pin and bushing fit clearance H7/g6 ensures smooth clamping without jamming, protecting cavity edges from damage.
Pallet Mould Machining Essentials
- Deep‑hole drilling: Gun drilling is used for long, deep cooling water channels, ensuring a uniform distance of 15‑20 mm from the cavity surface for rapid thermal balance.
- High‑speed milling: The cavity grid grooves are machined with a high‑speed machine, using a 0.5 mm roughing cutter and an R3 ball‑nose finishing cutter, reducing EDM area and improving surface finish.
- EDM corner cleaning: For right‑angle areas at the roots of ribs that cannot be directly milled, graphite electrodes are used for finishing to ensure smooth demoulding without undercuts.
- CMM inspection: After machining, a full‑dimensional CMM inspection report is generated, with focus on fork pocket spacing (tolerance ±1 mm) and diagonal flatness (≤1.5 mm).
Pallet Mould Flow Analysis
SINOMOULD strictly performs Mouldflow analysis at the mould design stage, providing customers with visual filling reports:
- Fill balance analysis: Optimizes gate locations to avoid localized strength reduction caused by uneven melt flow.
- Cooling and warpage analysis: Predicts post‑moulding warpage tendency and compensates mould dimensions through reverse deformation design, ensuring finished pallet flatness within ±2 mm/m.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}