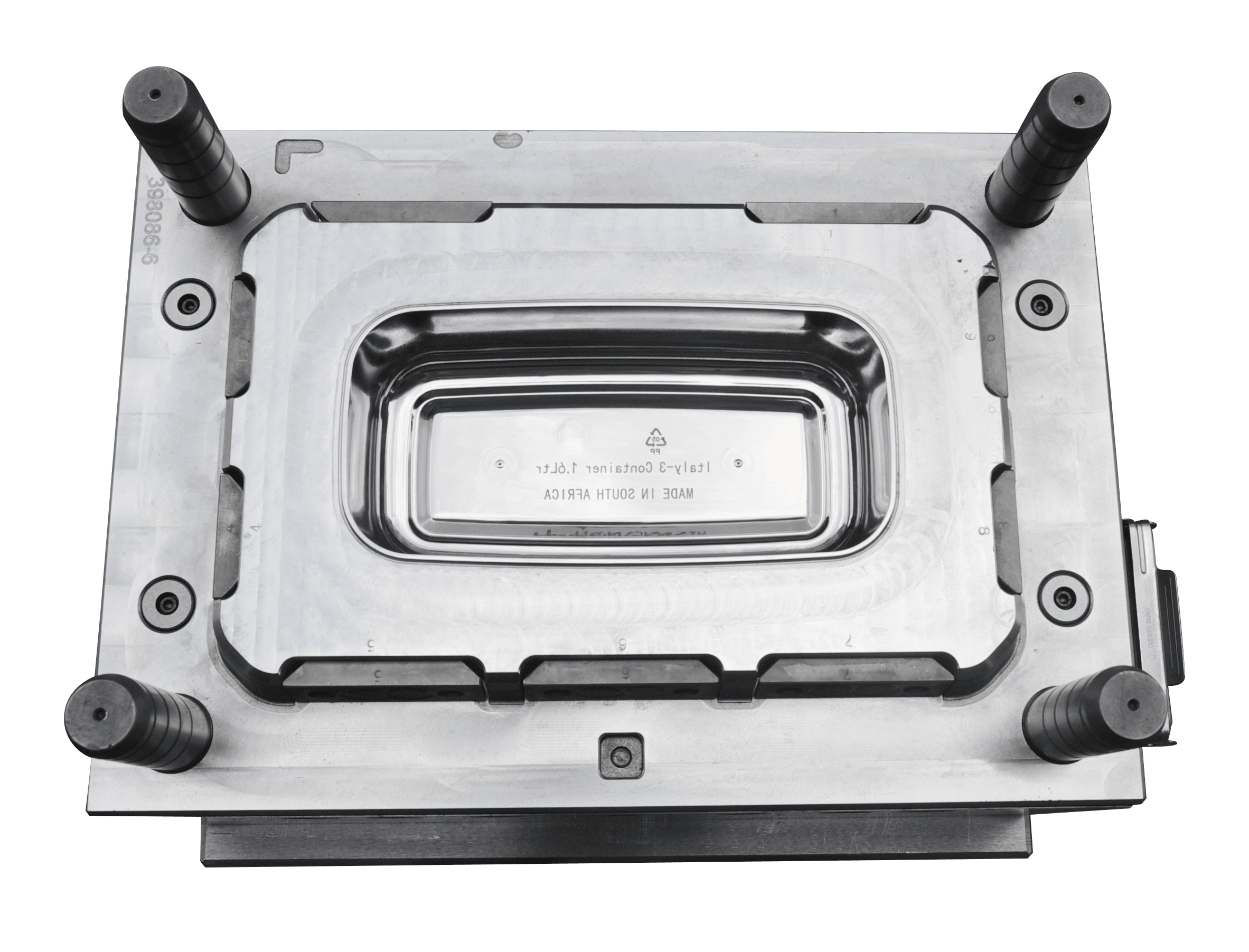
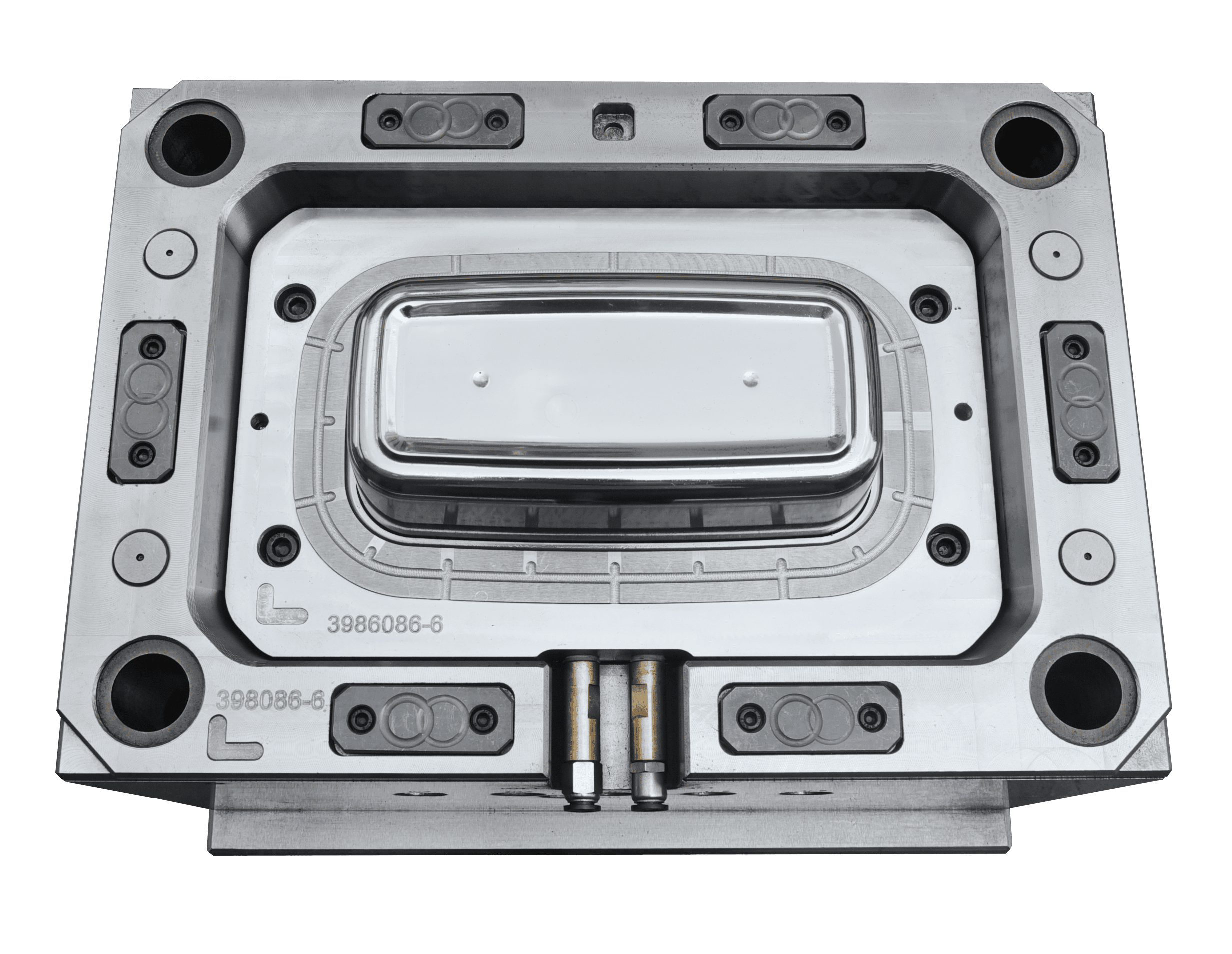
2L Rectangular Box Mould
The 2L rectangular box mould is widely used in food packaging, daily necessities, industrial storage, and other fields. It is a typical product in thin‑wall injection moulding, offering moderate capacity, convenient stacking, stable market demand, and large volumes. For this product family, we provide full‑process services – from product design optimisation and mould flow analysis to mould manufacturing and mass production – committed to delivering high‑precision, high‑efficiency, and long‑service‑life injection moulds. The following is a comprehensive introduction from three perspectives: mould specifications, quality control, and machining essentials.
SINO MOULD specializes in the design and manufacturing of centrifuge tube moulds, including standard centrifuge tube moulds, centrifuge tube moulds with caps, and flexible combined mould solutions. Our moulds are engineered to meet medical cleanliness standards, dimensional stability, and long-term high-speed production requirements, supporting large-scale manufacturing of laboratory and medical disposable products.
2L Rectangular Box Mould Specifications
Below are examples of the most common parameters for Centrifuge Tube moulds.
| Mould Cavity Steel | S136, P20, 718H | Recommended Injection Machine | 360T DFS Injection Molding Machine |
|---|---|---|---|
| Mould Core Steel | S136, P20, 718H | Raw Material MFI | PP: 10–30 g/10min |
| Mould Base Standard / Steel | LKM standard / P20, 50C | Ejection System | Ejector pins + stripper plate + air assist (optional) |
| Sliders, Inserts, Lifters Steel | High‑strength tool steel, nitrided | Injection Process | High‑speed thin‑wall moulding, mould temperature control ±2°C |
| Number of Cavities | 1 cavity | Injection Cycle Time | 5-6 seconds |
| Hot Runner System | Valve‑gated hot runner / sequential valve‑gate control | Mould Manufacturing Lead Time | 30 days |
2L Rectangular Box Mould Quality Control Essentials
- Dimensional Accuracy Control
Machining precision of the cavity and core must be controlled within ±0.02 mm to ensure uniform wall thickness and prevent warpage. Critical mating surface dimensional tolerances must meet ±0.03 mm.
- Surface Quality Requirements
The finished product surface must be free from flow marks, sink marks, flash, bubbles, and other defects. The mould cavity surface must be polished or textured to meet food‑grade packaging surface finish requirements.
- Raw Material Selection Control
Raw materials such as PP/PE must be strictly dried to prevent hydrolysis that would affect product strength and appearance. MFI must be stable within 10–30 g/10min to ensure moulding stability.
- Strict Quality Inspection Process
Mould machining must undergo full‑dimensional inspection using high‑precision equipment such as bridge‑type CMM and articulated arm measuring machines. All components must pass dimensional inspection before assembly.
- Mould Trial Verification
Mass‑production simulation trials are conducted in our in‑house injection workshop using the same cooling water temperature and mould temperature control conditions as actual production, verifying mould stability and product yield.
2L Rectangular Box Mould Machining Essentials
- Steel Quality Control
Mould steel must undergo three stages: roughing → semi‑finishing → high‑speed finishing milling, to prevent stress‑induced deformation during machining. Heat treatment processes must be strictly controlled to achieve a balance of hardness and toughness.
- Runner System Design
Hot runner + valve‑gate design is used to balance filling speed across cavities, avoiding weld lines and uneven filling. Runner balance analysis must be verified by mould flow analysis software such as Moldflow.
- Cooling System Optimisation
Conformal cooling technology is applied with independent zoned mould temperature control, maintaining temperature variation within ±2°C – effectively reducing cooling time and minimising residual stress.
- Venting System Design
Efficient venting is designed at the mould parting line and critical areas such as handles, preventing gas traps that cause burning or short shots – ensuring smooth gas evacuation during high‑speed injection.
- Ejection System Design
A combined ejection system of ejector pins + stripper plate ensures uniform part ejection force and smooth demoulding, preventing ejection‑induced deformation. The stripper plate structure must maintain accurate fit with the core.
- Machining Equipment Assurance
Mould machining utilises high‑precision equipment such as high‑speed CNC, EDM, and wire EDM. Critical component machining accuracy is controlled within 2 μm, ensuring mould fit accuracy and service life.
{kind=link}
{kind=link}
{kind=link}
{kind=link}