Painting Bucket Mould
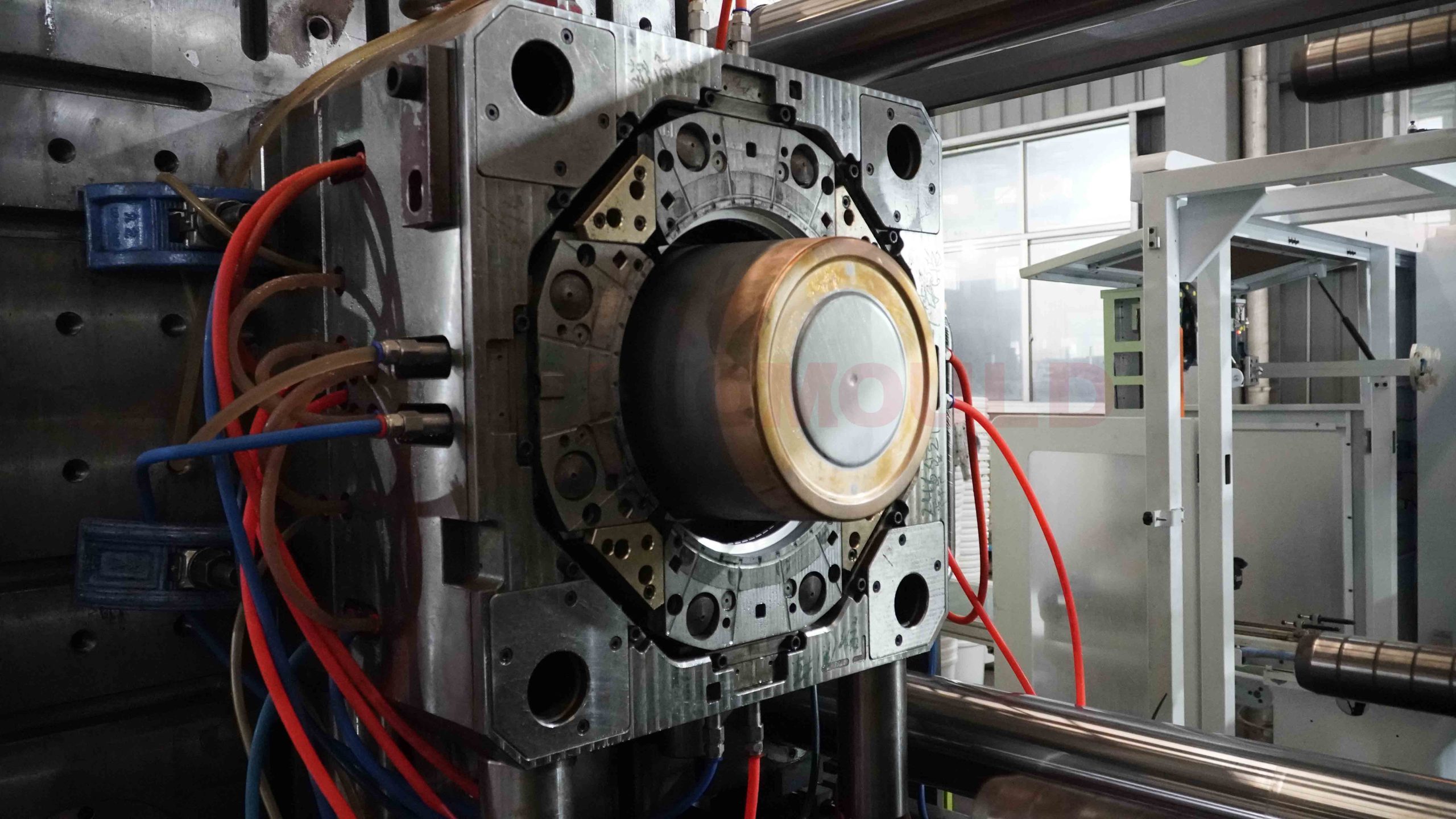
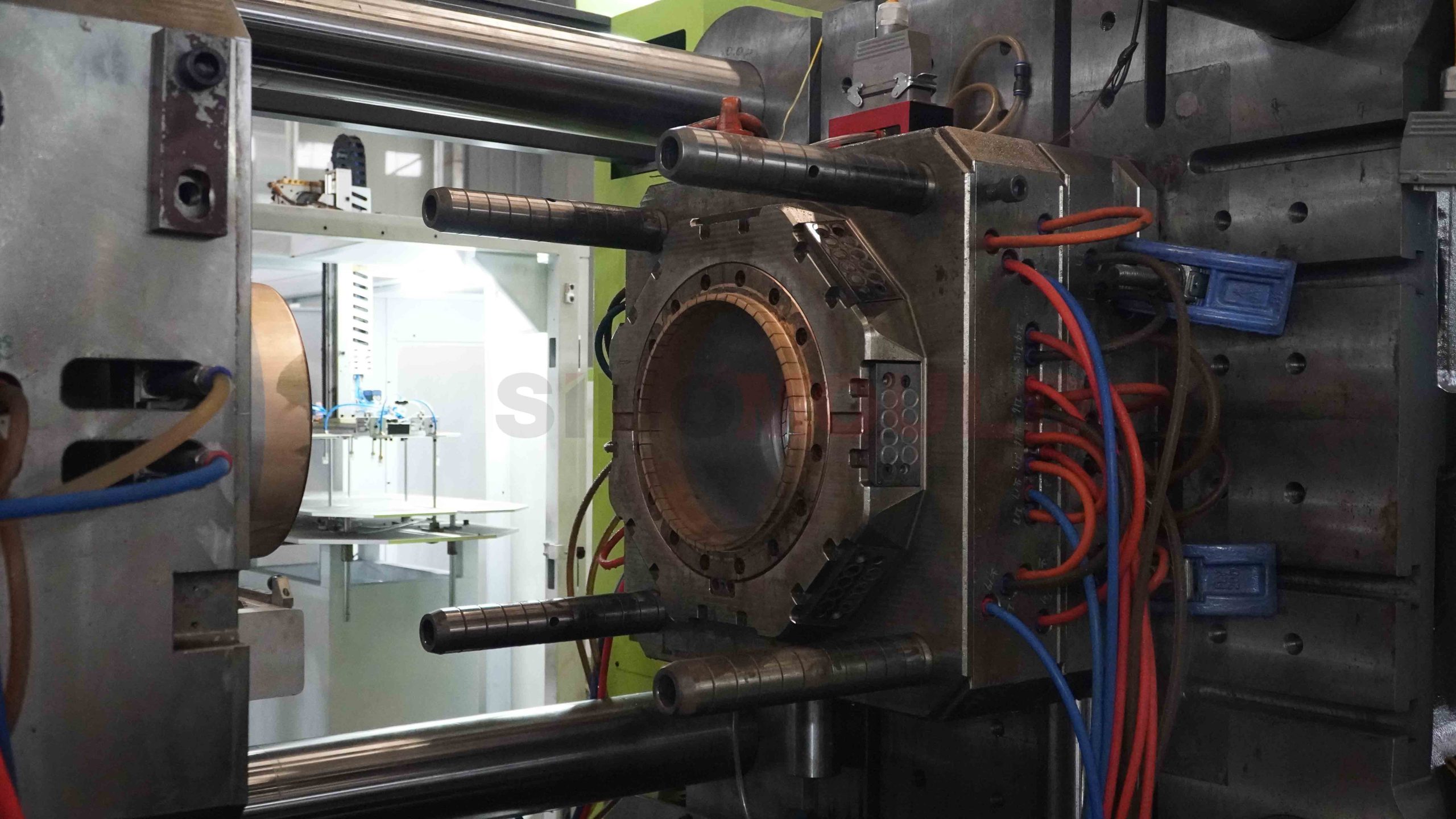
With over 20 years of experience in R&D and manufacturing of painting bucket moulds, SINO MOULD specializes in custom moulds for paint buckets, chemical pails and packaging barrels, covering full set moulds for bucket body, lid and handle. Our company applies Copper Beryllium (Mouldmax) on the top core and cavity edge of painting bucket moulds, achieving excellent cooling effect for high-speed injection. We produce hundreds of sets of painting bucket moulds annually. Combined with our parent company DKM VICTOR series injection moulding machines, we provide turnkey solutions from mould to complete production line for efficient and stable mass production.
Standard Painting Bucket Mould Details
Below are examples of common parameters for painting bucket moulds.
| Painting Bucket Mould Cavity Steel | P20, 718H, S136, DIN1.2316 | Recommended Injection Machine | DKM Victor series Injection Moulding Machine |
|---|---|---|---|
| Painting Bucket Mould Core Steel | P20, 718H, S136, DIN1.2316 (Mouldmax copper-beryllium) | Plastic Material | HDPE, PP, typical MFI 4–15 g/10min |
| Mould Base Standard / Steel | standard mould base,45#, P20, 4Cr13 pre-hardened steels | Ejection System | Stripper plate + ejector pins |
| Sliders, Inserts, Lifters Steel | High-strength tool steel, nitrided / surface-hardened, wear-resistant and smooth | Injection Process | High-speed&high pressure injection, precise temperature control |
| Number of Cavities | 1 cavity、2 cavity、4 cavity、8 cavity Custom-made | Injection Cycle Time | 8–15 seconds |
| Hot Runner System | Valve gate hot runner / Full hot runner | Mould Manufacturing Lead Time | 40–65 days |
Technical Analysis of Painting Bucket Moulds
Analysis of Uneven Wall Thickness & Eccentricity
If cooling water flows unevenly in different areas of the core and cavity, it will cause differences in molten plastic flow. Hotter areas have better flow and thicker walls; colder areas have weaker flow and thinner walls. Normal temperature difference alone can cause a tolerance of about 0.05mm in wall thickness.
The height of the zero-degree interlock in painting bucket moulds is suggested to be 20%–30% of the bucket height: around 20% for small buckets and about 30% for large buckets, ensuring uniform clamping and reducing eccentricity.
During the machining of core and cavity for bucket moulds, high-precision processing equipment must be carefully selected to ensure concentricity and dimensional accuracy, avoiding eccentricity from the source.
Key Quality Points of Painting Bucket Moulds
SINO MOULD implements strict quality control for painting bucket moulds. From steel selection, structural design, precision machining to mould trial validation, the whole process ensures high precision, stability and long service life.
- Painting Bucket Mould Structural Optimization Design
-Optimize cooling channels according to bucket structure to ensure even temperature distribution and solve uneven wall thickness.
-Adopt Copper Beryllium (Mouldmax) for key cooling areas, greatly improving cooling efficiency in high-speed injection.
-Optimize runner and gate via mould flow analysis for uniform filling, less sink marks and deformation.
Painting Bucket Mould Steel Material Selection
-Core and cavity use high-polish, wear-resistant mould steel, with Copper Beryllium alloy at key positions.
-Mould base adopts high-strength rust-proof steel suitable for long-term mass production.
-Hot runner, slides and other parts use high-temperature and wear-resistant materials.
Painting Bucket Mould Machining Precision Control
-High-precision CNC machining with strict tolerance control.
-Multi-stage inspection for parallelism, perpendicularity, concentricity and water sealing.
-Mirror polishing on cavity ensures smooth and flawless bucket surface.
Painting Bucket Mould Assembly & Mould Trial
-Precise assembly of slides and ejection system for smooth operation.
-Focus on wall thickness uniformity, dimension, appearance and deformation during trial.
-Adjust process and mould structure timely to ensure stable high-speed production.
Painting Bucket Mould Validation & Continuous Optimization
-Long-time continuous production test before delivery to simulate real mass production.
-Comprehensively verify reliability of cooling system, hot runner and mechanical movements.
-Continuously optimize mould structure and cooling solution based on field data.
Mould Flow Analysis for Painting Bucket Moulds
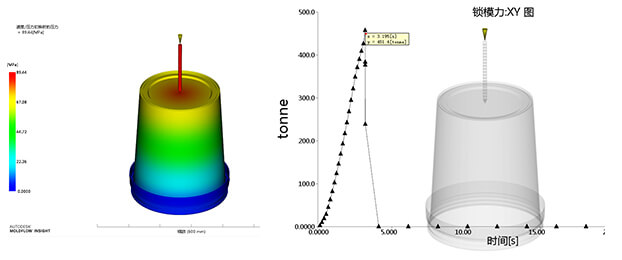
Using Mouldflow analysis software, we simulate the whole injection process, optimize cavity structure, runner layout and cooling system, ensuring balanced multi-cavity filling and uniform plastic distribution, reducing risks of eccentricity, sink marks, warpage and air traps.
{kind=link}
As shown in the picture: The optimized cooling channels and Copper Beryllium cooling structure ensure even temperature of core and cavity, reduce plastic flow difference, fundamentally improve uneven wall thickness, and enhance high-speed injection stability and mould life.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Painting Bucket Mould Testing Video
Video demonstrating painting bucket mould operation, opening-closing, ejection and cooling stability under high-speed injection.