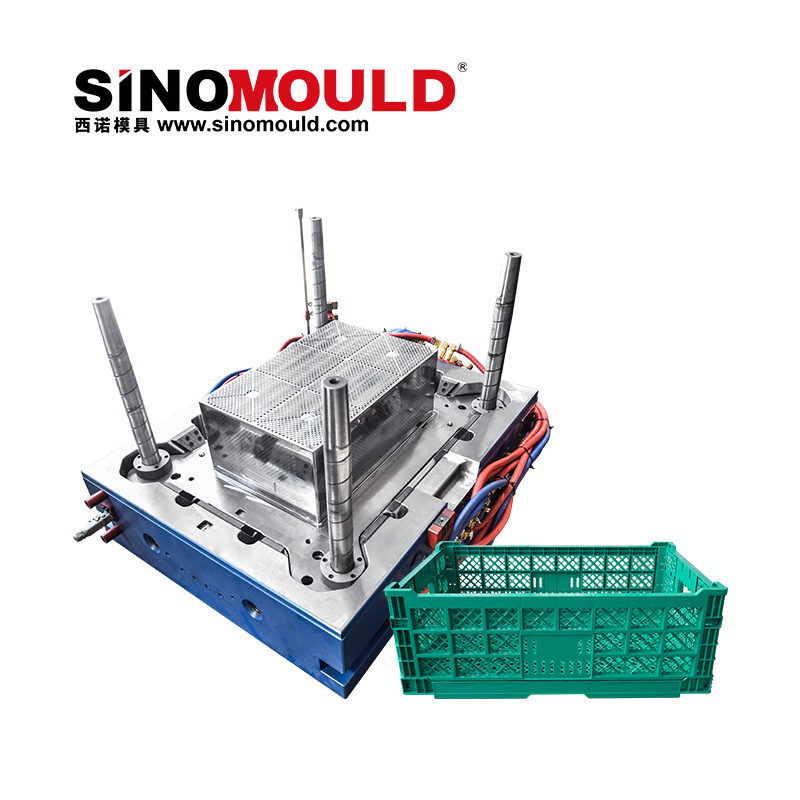
Milk Crate Mould
SINOMOULD develops milk crate moulds based on functional specifications and stacking standards. Below are reference technical parameters for standard‑size crates (fully custom non‑standard designs are also available):
Milk Crate Mould Specifications
Below are examples of the most common parameters for Centrifuge Tube moulds.
| Applicable Product | Standard grid‑style crates for 12‑bottle, 20‑bottle, 24‑bottle configurations | Product Features | Grid opening structure, bottom ribs, side identification areas, ergonomic handles |
|---|---|---|---|
| Number of Cavities | 1 cavity (large crate) or 2 cavities (small crate) | Mould Overall Dimensions | Customized based on product size and cavity number |
| Compatible Injection Machine Tonnage | 1500T – 2500T (accurately calculated according to projected part area) | Main Mould Steel | 718H (high toughness, impact resistant, pre‑hardened HRC 33‑38) |
| Injection System | Multi‑drop valve‑gated hot runner (effectively eliminates gas traps and weld lines at grid intersections) | Ejection System | Combined ejector pin, flat ejector, and angled lifter system |
| Cycle Time | 15–20 seconds (depending on structural complexity and wall thickness) | Mould Design Life | Over 1 million cycles |
| Standard Delivery Time | 75 – 90 working days | Core Process Features | High‑pressure flash‑free grid forming, HDPE high‑shrinkage pre‑compensation, dynamic mould temperature balance control |
Milk Crate Mould Quality Essentials
For the unique full‑grid open structure and demanding high‑stacking load requirements of milk crate moulds, SINOMOULD implements multi‑dimensional internal quality assurance:
- Balanced filling design of grid ribs
Using Mouldflow to analyze shear rate and flow behavior of the crisscrossing grid ribs. Sequential injection technology of the multi‑drop valve‑gated hot runner precisely controls melt meeting behavior at each grid intersection, completely eliminating short shots and burn marks caused by gas entrapment. Multiple weld lines are driven to low‑stress areas, significantly improving the crate’s impact resistance during high stacking and drop tests.
- High‑toughness 718H steel & anti‑deformation reinforcement of mould base
To withstand the high injection pressure required for grid filling, critical moulding parts are made of 718H high‑toughness pre‑hardened steel. Large plates undergo pre‑deflection compensation machining. By thickening the cavity bottom plate and adding back‑up support pillars, elastic mould deformation under peak injection pressure is controlled within 0.03mm. This ensures uniform wall thickness of every grid and prevents flash deterioration even after long‑term production.
- Accurate pre‑compensation system for HDPE shrinkage
Based on the crystallization characteristics and anisotropic shrinkage of HDPE, differential X/Y/Z three‑axis pre‑compensation is applied to the mould’s length, partition spacing, and stacking male/female locking features. Full post‑shrinkage dimensional verification is performed with a gantry CMM, ensuring the finished crates meet the high industry standard of stacking fit tolerance within ±0.5mm, eliminating jamming or wobbling during transport.
Precision Machining Highlights for Milk Crate Mould
Manufacturing a long‑life milk crate mould tests the precision of large‑equipment machining and grid detail processing. SINOMOULD’s manufacturing process includes:
- Large 5‑axis gantry high‑speed milling for grid forming
Dense grid cavity features are directly milled with large 5‑axis gantry high‑speed milling centers. Ball‑nose cutters combined with high‑speed toolpaths produce sharp grid edges and smooth transition radii. This greatly reduces carbon buildup and electrode wear typical of conventional EDM, ensuring consistent grid openings and easier demoulding.
- High‑precision deep‑hole drilling and high‑pressure cooling circuits
For thick‑wall plates of the crate mould, large CNC gun‑drilling / deep‑hole drilling machines produce through‑runner cooling channels and ejector pin holes. Cross‑drilling and built‑in baffle plates form dense 3D high‑pressure conformal cooling circuits. Smooth inner walls minimize scale deposition, providing a key foundation for sustained high‑efficiency heat dissipation and fast cycles over the mould’s long life.
- EDM corner cleaning and surface micro‑finishing
For grid root radii, small ejector sleeve holes, and fine ribs that cutting tools cannot reach, custom graphite electrodes and mirror EDM are used for final finishing. With gas protection and orbiting techniques, the cavity surface achieves a uniform micron‑level spark texture. This texture not only assists HDPE release but also masks minor surface scratches that may occur during service.
- Assembly line precision fitting and dynamic wear testing
During the fitter assembly stage, all slider and lifter mechanisms undergo red‑dye spotting, and all assembly clearances are inspected online with a gantry CMM. Before delivery, a 72‑hour non‑stop trial run under full load (including low‑temperature environment simulation) is conducted on a large servo injection machine, focusing on ejection reliability and grid demoulding integrity during high‑speed mould opening and closing.
Mould Flow Analysis for Milk Crate Mould
{kind=link}
{kind=link}
{kind=link}
SINOMOULD has extensive experience in designing cold‑chain logistics container moulds, offering full‑process service from mould design and manufacturing to injection process parameter package delivery. If you need a custom technical proposal and transparent quotation for your specific grid crate design, please feel free to contact our logistics crate mould technical team.