Water Dripper Mould
SINOMOULD’s Water Dripper Mould (including barbed dripper moulds) is designed for high‑fluidity materials such as POM, LDPE, and engineering plastics. Using multi‑cavity full hot runners and sub‑micron precision machining, we ensure that the flow rate deviation of each moulded dripper is controlled within an extremely narrow tolerance band.
Our high‑efficiency drip irrigation component moulds achieve fast cycle times of 8–12 seconds. With long service life, zero flash, and self‑cleaning runner design, we provide reliable injection moulding solutions for global water‑saving irrigation equipment manufacturers.
Water Dripper Mould Specifications
SINOMOULD has innovatively developed a fully cavity‑interchangeable precision water dripper mould to meet the high‑precision and ultra‑long‑life requirements of water‑saving irrigation drippers. The following are the core technical specifications of this patented mould:
| Product Specification | 6 L/h rated flow | Product Description | Pressure‑compensating drip irrigation dripper |
|---|---|---|---|
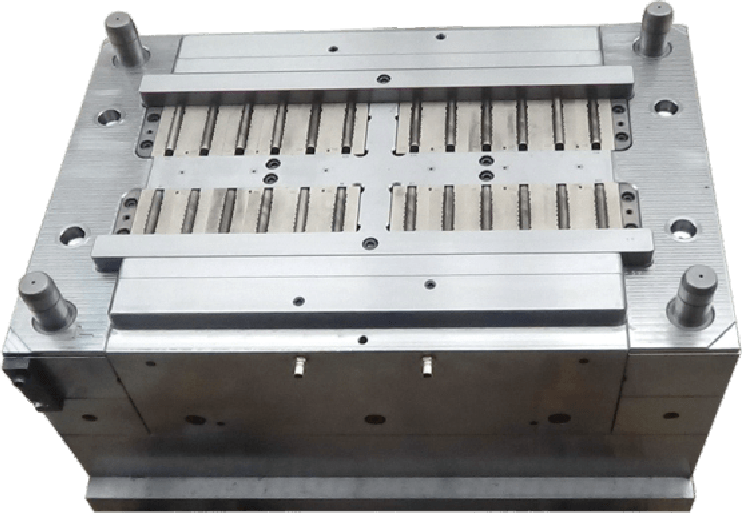
| Number of Cavities | 24 cavities or 48 cavities (optional) | Mould Overall Dimensions | 450mm × 650mm × 500mm |
| Compatible Injection Machine Tonnage | DKM‑350 Ton (350T precision injection moulding machine) | Main Mould Steel | DIN 1.2316 high wear‑resistant and corrosion‑resistant mould steel (hardened HRC 48‑52) |
| Injection System | 24‑drop / 48‑drop full hot runner system (individual temperature control, clean gate) | Ejection System | SINOMOULD patented ejection system |
| Cycle Time | 8 seconds | Mould Design Life | 10 million cycles (5‑6 times longer than conventional dripper moulds) |
| Standard Delivery Time | 75 working days | Core Patented Feature | Fully cavity‑interchangeable design: each cavity unit and each dripper flow window can be quickly and independently replaced on the injection machine; thus the mould service life is 5‑6 times that of conventional water dripper moulds. |
Water Dripper Mould Quality Essentials
The flow uniformity of a water dripper determines the water‑saving efficiency of the entire irrigation system. To ensure micron‑level moulding accuracy, SINOMOULD has established a quality assurance system dedicated to micro‑moulding:
- Sub‑nanometer replication of labyrinth flow channel dimensions
The core of a water dripper mould is the extremely fine labyrinth flow channel (0.3–0.8 mm wide). SINOMOULD uses ultra‑high‑precision electroformed nickel shells or wire EDM one‑piece machined flow channel inserts, controlling the flow channel cross‑sectional profile tolerance to ±0.005 mm. Together with precise mould temperature control and packing/holding switching, this ensures that the PP/POM melt perfectly replicates the designed flow pattern inside the micro‑cavity.
- Zero‑burr and self‑cleaning demoulding design
Micro labyrinth teeth must not have any drag marks or flash. All cavity surfaces are fluid‑polished to Ra 0.025μm. For the bottom of the labyrinth, we use reverse air ejection combined with micro‑stripper plate composite demoulding, completely eliminating sticking and burr residues on the tooth roots, ensuring that drippers do not clog under complex field water conditions.
Water Dripper Mould Machining Essentials
A high‑yield water dripper mould relies on precision machining methods that go beyond those of conventional plastic moulds. SINOMOULD’s manufacturing processes focus on:
- Sub‑micron wire EDM and micro‑EDM
The labyrinth flow channel is primarily machined with high‑end oil‑cut wire EDM in a single pass with no step marks, achieving a surface finish below Ra 0.1μm. For special shapes such as silicone diaphragm grooves, micro‑graphite electrode CNC EDM is used to precisely control discharge gap and electrode wear, producing sharp, non‑rounded sealing surfaces.
- Precision micro‑hole drilling and picometer‑level polishing
Femtosecond laser drilling or micro‑drills are used to machine micro through‑holes for water outlets. Deburring is performed manually under a microscope. The moulding areas are cross‑polished using high‑pressure abrasive flow machining (AFM) to ensure consistent shear resistance of the melt inside the labyrinth and to eliminate stagnant zones on the channel surfaces.
{kind=link}
{kind=link}