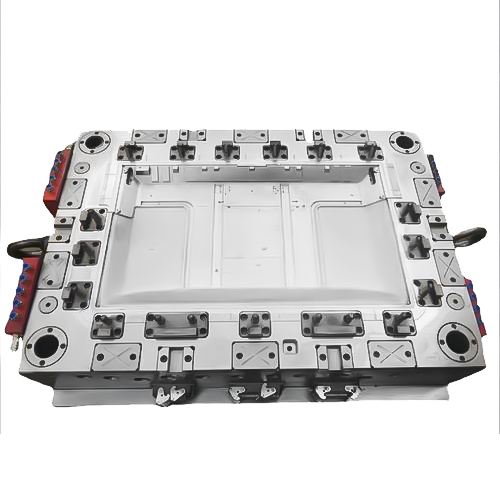
TV Injection Mould
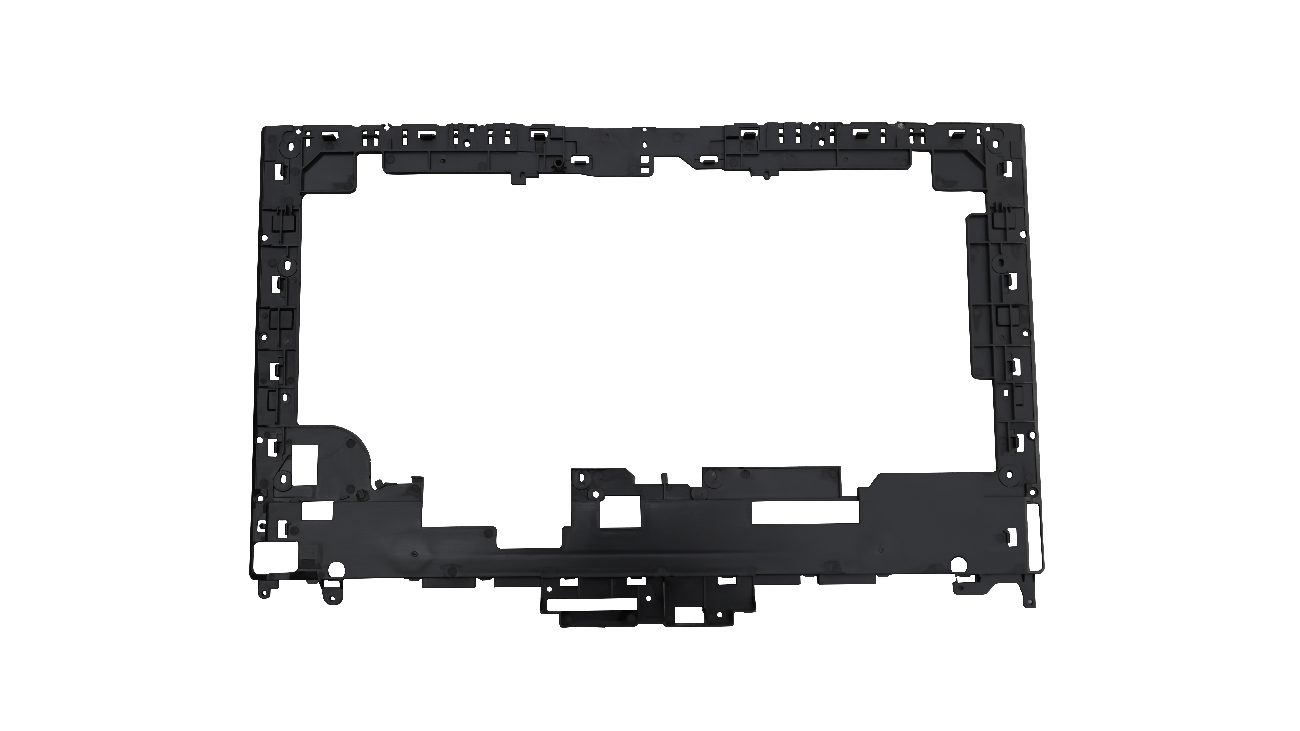
With over 20 years of experience in R&D and manufacturing of precision household appliance moulds, SINOMOULD covers core structural components of smart home appliances and display devices. We specialize in the R&D and production of moulds for TV front frames, rear covers, bases, and precision assembly parts. SINOMOULD excels in providing customized professional mould solutions based on different TV product appearance requirements, wall thickness distribution, and assembly accuracy. With efficient and stable production performance, we have become a trusted mould supplier in the display equipment industry.
Standard TV Mould Details
Below are examples of the most common parameters for TV component moulds.
| TV Mould Cavity Steel | DIN1.2316, S136, 2083 | Recommended Injection Machine | DKM DH Series Electric Charging / High-Speed Series |
|---|---|---|---|
| TV Mould Core Steel | DIN1.2316, S136, P20 | Plastic Material | ABS, HIPS, PC/ABS, PC MFI:8-25g/10min |
| Mould Base Standard / Steel | SINO Standard / 50C, P20, 718H | Ejection System | Ejector Pin + Stripper Plate + Air Assist (Optional) |
| Sliders, Inserts, Lifters Steel | High-strength tool steel, treated with nitriding or surface strengthening | Injection Process | High precision, short cycle, precise temperature control with sequential valve gate control |
| Number of Cavities | 1 cavity for large parts, or design according to production output and TV size | Injection Cycle Time | 60–120 seconds |
| Hot Runner System | Valve gate / Sequential valve gate | Mould Manufacturing Lead Time | 50–90 days |
Key Quality Points of TV Moulds
SINOMOULD has a strict quality control process for TV moulds. From steel selection to mould trial verification, every step ensures high precision, high stability, and long service life, meeting the stringent requirements for large-size flatness, narrow-bezel appearance, and assembly consistency of TV components.
Material Selection: Commonly use ABS, HIPS, PC/ABS, PC, requiring good flowability, low warpage, high gloss, and dimensional stability.
Mould Structure Design:
- Reinforced mould base (20%-30% thicker A/B plates) and dense support pillars to prevent deflection under high-pressure injection.
- Precision guide pins and locking systems for positioning accuracy ≤0.02mm.
- Sequential valve gate hot runner system to eliminate weld lines for narrow-bezel designs (≤5mm).
- Reliable slider and lifter mechanisms for undercuts and snap-fits on rear covers.
- Conformal cooling (3D printed or beryllium copper inserts) to reduce warpage; front frame flatness ≤0.5mm for 55-inch and above.
Injection Process Control:
- Strict drying for ABS, HIPS, PC/ABS to prevent silver streaks.
- Multi-stage injection speed (low→high→low) to avoid jetting and air trapping.
- Precision holding pressure based on material shrinkage (0.4%-0.7% for ABS, 0.5%-0.8% for PC).
- Zone temperature control (60-80°C for front frame high-gloss surface) within ±2°C.
Key Quality Requirements:
- Dimensional tolerance for critical mating surfaces and snap-fits ≤ ±0.05mm; diagonal tolerance ≤0.3mm for 55-inch front frame.
- No weld lines, flow marks, sinks, or flashes; uniform gloss, mirror finish achievable for high-gloss products.
- Front frame flatness ≤0.5mm, rear cover warpage ≤1.0mm.
- Bosses and snap-fits intact; rear cover passes drop test without cracking.
{kind=link}
{kind=link}