Gas-Assisted Injection Mould
With over 20 years of R&D and manufacturing experience in gas-assisted injection moulds, SINOMOULD has mastered this technology. By injecting high‑pressure nitrogen into the molten plastic to form hollow gas channels, gas‑assisted injection moulding simultaneously achieves high rigidity and lightweighting of thick‑walled structures, while fundamentally eliminating sink marks and warpage that are difficult to avoid in conventional injection moulding. SINOMOULD’s gas-assisted moulds are widely used for products such as chairs, automotive handles, large appliance panels, and logistics pallets. Their core advantages include precise gas channel design, millisecond‑level nitrogen pressure control, and a leak‑proof gas needle sealing system. These features significantly reduce clamping force requirements, help customers save 15‑30% on raw material costs, and shorten cycle times.
Gas-Assisted Injection Mould Specifications
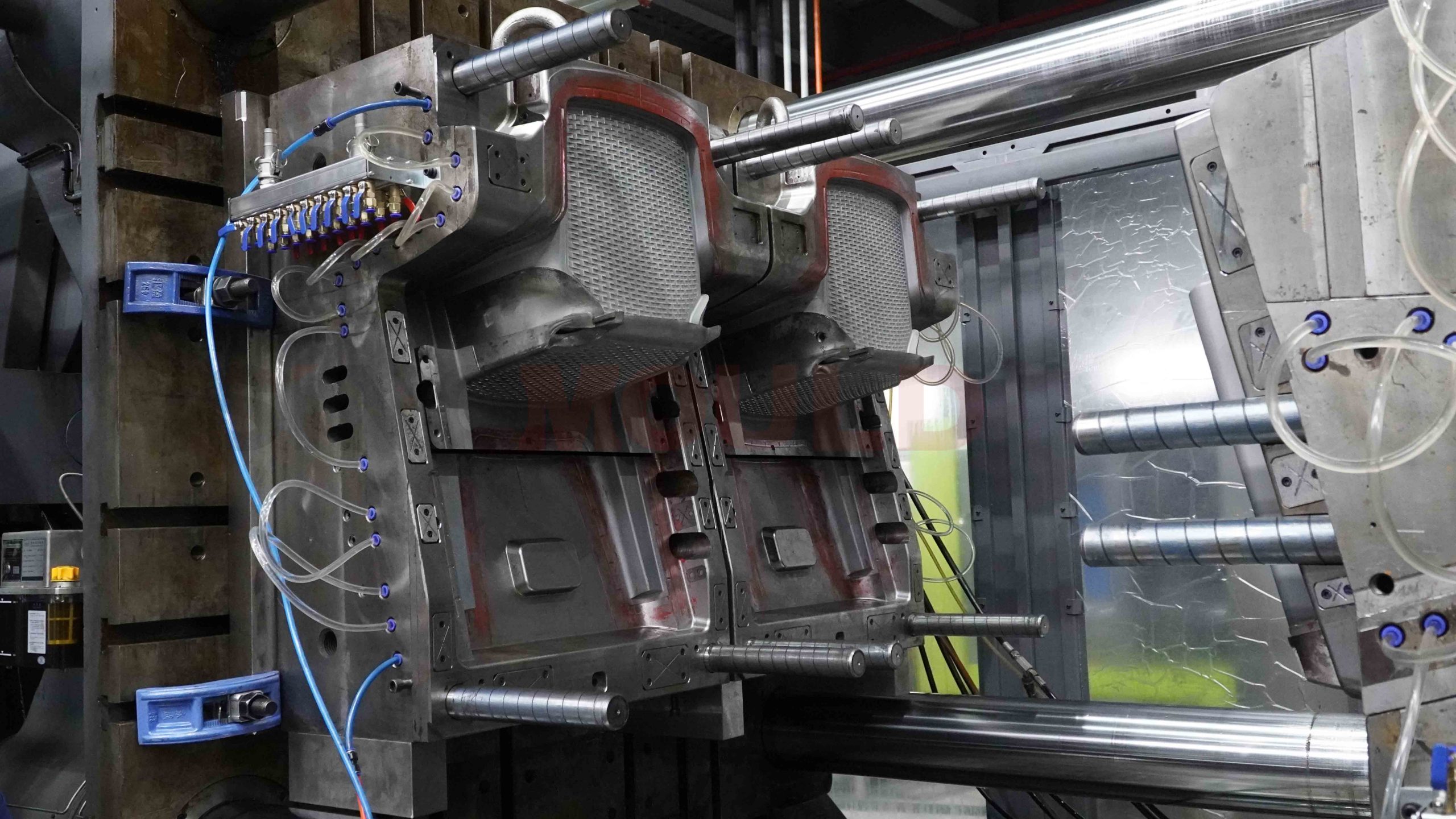
The following example of SINOMOULD’s classic export – a gas‑assisted chair mould – illustrates the core technical specifications of a gas‑assisted injection mould:
| Product Dimensions | 500mm × 550mm × 850mm (L × W × H) | Number of Cavities | 1 cavity |
|---|---|---|---|
| Mould Overall Dimensions | 1400mm × 900mm × 850mm | Compatible Injection Machine Tonnage | DKM‑1150 Ton (the gas‑assist process significantly reduces clamping force requirements) |
| Main Mould Steel | 2738H pre‑hardened plastic mould steel (cavity/core, balancing polishability and strength) | Injection System | ANOLE valve‑gated hot runner system |
| Gas‑Assist System | High‑pressure nitrogen generator and closed‑loop pressure control unit; gas channel pressure accuracy ±0.5 bar | Ejection System | Combined ejector pins and flat ejectors |
| Cycle Time | Approx. 55 seconds (including gas holding pressure and overflow control stages) | Design Life | Over 1 million cycles |
| Standard Delivery Time | 60 working days | Core Process Features | Precise control of gas penetration path, Mould‑Tech rattan texture, lightweight hollow structure |
Gas-Assisted Injection Mould Quality Essentials
Successful operation of a gas‑assisted mould depends on the perfect integration of gas channel network design, gas penetration control, and mould sealing. SINOMOULD ensures quality through the following dimensions:
- Optimization of gas channel network and wall thickness ratio
Using the gas‑assist module of Mouldflow, we accurately simulate the penetration path of nitrogen inside the molten core, applying gradual cross‑section transitions and radii at all rib intersections. By optimizing the wall thickness ratio between the gas channel and the solid skin, we strictly avoid the “finger effect” where gas breaks through thin‑wall areas, forming a uniform hollow core‑skin structure that maximizes bending stiffness while minimizing part weight.
- High‑pressure resistant mould base and flash‑free clamping design
Gas‑assist injection often involves high cavity back pressure. SINOMOULD reinforces the positioning system of the moving and fixed mould halves. Large‑diameter tapered precision locking blocks combined with thickened cavity plates strictly counteract the mould opening force during the secondary gas penetration stage, ensuring tight parting line contact and zero gas‑related flash in gas‑channel areas.
Gas-Assisted Injection Mould Machining Essentials
A high‑quality gas‑assisted mould requires the precise integration of conventional mould machining with special gas channel and gas needle systems. SINOMOULD’s manufacturing focuses on the following points:
- Precision deep‑hole drilling and abrasive flow polishing of long gas channels
Internal gas channels are often long and curved. We use CNC deep‑hole drilling combined with 5‑axis simultaneous drilling to achieve one‑step, non‑eccentric machining, ensuring smooth tool marks on the inner walls. After drilling, we apply abrasive flow machining (AFM) to fluid‑polish the inner surfaces, significantly reducing flow resistance along the gas path and making nitrogen penetration faster and more uniform.
- Jig grinding of gas needle mounting seats and hand‑lapping fit
Gas needle mounting holes are machined with a CNC jig grinding machine to ensure absolute perpendicularity between the gas needle and the mould plates. Each gas needle and its mounting seat are hand‑lapped to a zero‑gap fit and subjected to thermal cycling tests under simulated high‑temperature conditions, guaranteeing no gas leakage under any operating condition.
- 5‑axis corner cleaning and high‑gloss polishing of the cavity
Because gas‑assist parts have greatly reduced packing, the cavity surface finish must be exceptionally high. We use 5‑axis high‑speed milling to directly finish rib intersections and contours. Class‑A surfaces are mirror‑polished to A1 grade (Ra ≤0.025μm), providing a dense, glossy skin even without packing assistance.
Gas-Assisted Injection Mould Flow Analysis
{kind=link}