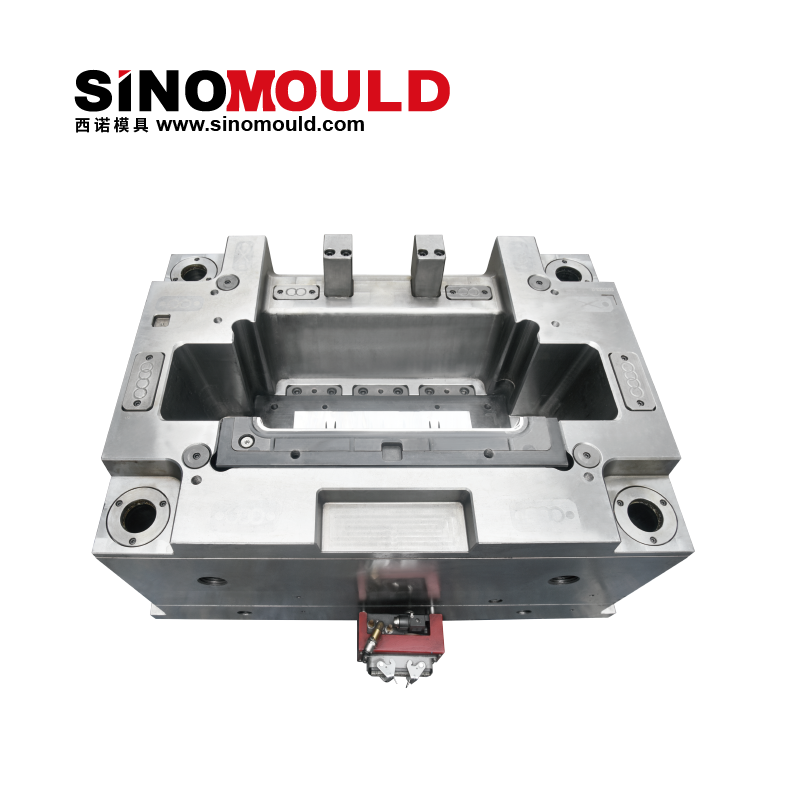
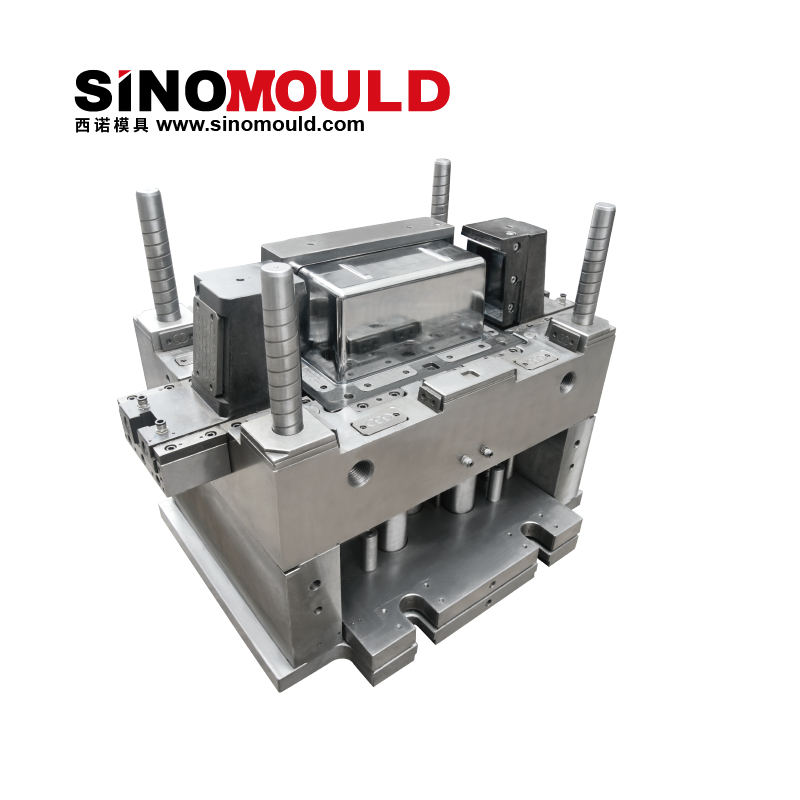
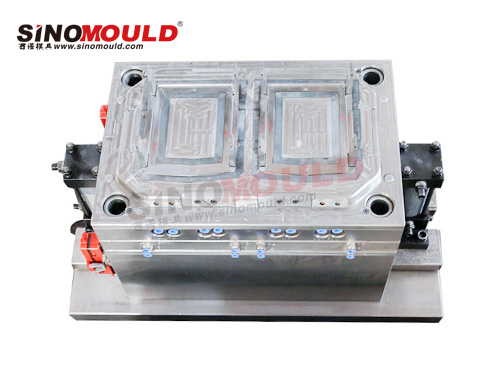
Drawer Mould
For the drawer mould, Sino made a various size of drawer mould from daily use drawer mould to large size drawer moulds. we made the top cover 2 cavities with hot runner system, the drawer mould also 2 cavities and frame mould 2 cavities, for the legs or wheels
Drawer Mould Details
Below are examples of the most common parameters for Drawe rmoulds.
| Drawer Mould Cavity Steel | 718H | Recommended Injection Machine | DKM DH Injection Moulding Machine |
|---|---|---|---|
| Drawer Mould Core Steel | 718H | Plastic Material | PP, typical MFI 60 g/10 min |
| Mould Base Standard / Steel | S45 | Ejection System | Stripper or Robot |
| Sliders, Inserts, Lifters Steel | 718H | Injection Process | High-speed injection, short cycle time, precise temperature control |
| Number of Cavities | 1Cavity or 2Caivity | Injection Cycle Time | 25–40 seconds |
| Hot Runner System | Value Hot runner | Mould Manufacturing Lead Time | 40–65 days |
Key Quality Points of Drawer Moulds
SINOMOULD has extensive experience in the design and manufacturing of drawer moulds, supplying over 50 sets annually to customers worldwide. We fully understand the core requirements for drawer products—cycle time, dimensional stability, surface quality, and mould longevity—and strictly control the following key aspects:
Thin-Wall & High-Speed Moulding Design
Drawers typically feature thin-wall structures (2-3mm wall thickness). High-speed injection moulding ensures rapid cavity filling before cooling, preventing flow marks and short shots. Optimized multi-point gating system (valve gate hot runner) enables sequential injection, reducing weld lines and improving surface appearance.
Efficient Cooling & Short Cycle Time
Conformal cooling channels closely follow the product contour, significantly improving cooling efficiency and shortening cycle time (target 25–40 seconds). Precise temperature control via mould temperature controller (±1-2℃) ensures uniform mould temperature and minimizes warpage.
Steel Selection & Surface Treatment
Core & cavity made of P20 or 718H pre-hardened steel, offering good polishability and wear resistance. For transparent drawers, S136 stainless steel ensures high gloss and corrosion resistance. Mould base made of S45C or 4Cr13 steel ensures rigidity and long-term stability. Cavity surfaces are finely polished (mirror finish for transparent products) to ensure smooth ejection and clean surface appearance.
Anti-Warpage Design for Large-Size Products
Optimized rib design maintains product rigidity while preventing local sink marks. Optimized draft angle (typically 1°-3°) ensures smooth ejection of deep-cavity products, preventing scratches or deformation. Ejection system combines ejector plates with large-diameter ejector pins, ensuring stable ejection of large-size products and preventing ejector marks.
Optimized Venting System
Drawers have large projection areas and are prone to air trapping. Precision venting grooves (0.02-0.03mm depth) are placed on parting lines and deep rib areas. Vacuum venting is added when necessary to prevent burning and short shots.
Mould Trial & Mass Production Validation
During mould trial, scientific injection moulding processes are applied to systematically optimize injection pressure, speed, temperature, and holding pressure, ensuring stable dimensions and acceptable appearance. Before shipment, continuous production testing (no less than 5 hours) is conducted to simulate actual production rhythms, validating the long-term stability of the cooling system, hot runner system, and mechanical actions.
Experience Advantage
We supply over 60 sets of drawer moulds annually to customers such as Mazzei in Italy, accumulating extensive experience in mould design, machining, and injection process optimization. Capable of supporting various drawer types: household drawers, industrial crates, transparent storage boxes, collapsible storage boxes, etc.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}