IML Mould
SINOMOULD CO., LTD specializes in R&D and manufacturing of 【IML moulds】, perfectly integrating IML (In-Mould Labeling) technology with high-end food packaging mould design, realizing integrated moulding of label and product body. The products feature exquisite appearance, firm and scratch-resistant labels, and no need for secondary printing. We are proficient in customizing IML chemical buckets, paint buckets and oil pail moulds ranging from 5L to 30L. Adopting Copper Beryllium (Mouldmax) high-efficiency cooling system and high-precision positioning structure, we thoroughly solve problems such as labeling deviation, bubbles and wrinkles, suitable for high-speed automated production lines. With annual production capacity of hundreds of sets, we are the preferred manufacturer of IML moulds worldwide.
Standard IML Mould Details
Below are standard parameters for IML moulds, customizable according to customer capacity and labeling requirements.
| IML Mould Cavity Steel | S136, DIN1.2316, 718H | Recommended Injection Machine | DKM DFS Series high-speed Injection Moulding Machine |
|---|---|---|---|
| IML Mould Core Steel | S136, DIN1.2316, 718H | Plastic Material | Food-grade PP,HDPE |
| Mould Base Standard / Steel | SINO Standard mould base | Ejection System | ejector plate + ejector pin, synchronized mould release |
| Sliders, Inserts, Lifters Steel | High-strength tool steel with surface hardening treatment | Injection Process | High-speed injection, short cycle time, precise temperature control |
| Number of Cavities | 1 cavity/2 cavity/4 cavity/8 cavity | Injection Cycle Time | 8–12 seconds |
| Hot Runner System | Valve gate with fully hot runner system | Mould Manufacturing Lead Time | 40–65 days |
IML Moulds Technical
A: Label Positioning & Anti-deviation Technology (Solving Uneven Wall Thickness & Label Misalignment)
- High-precision cavity positioning: Adopting tapered interlock + zero-degree positioning structure, clamping height 25%–30% of bucket height, ensuring core/cavity concentricity ≤0.02mm, fundamentally avoiding uneven wall thickness and label misalignment caused by eccentricity.
- Vacuum adsorption system: Built-in micro-hole vacuum adsorption in mould cavity, instantly fixing label after insertion to prevent displacement, wrinkles and bubbles, with servo manipulator positioning accuracy ±0.05mm.
- Uniform cooling design: Mouldmax Copper Beryllium embedded in core top and cavity edge, combined with spiral balanced water channels, temperature difference controlled ±1℃, eliminating plastic flow difference and ensuring perfect integration of label and bucket body.
B:Solutions to Common IML Problems
- Label wrinkle/bubble: Optimize vacuum pressure, mould temperature and injection speed, mirror polishing cavity (Ra≤0.02μm), ensuring flat label fitting.
- Labelpeeling/delamination: Adopt heat-resistant hot-melt adhesive labels, precise mould temperature control (160–220℃), realizing molecular fusion between label and plastic.
- Eccentric uneven wall thickness: Strengthen concentricity machining, balanced cooling, reasonable clamping height, triple guarantee for uniform bucket wall ±0.05mm.
Key Quality Points of IML Moulds
- Precise IML structure design: Professional in-mould labeling runner and positioning layout, mould flow simulation for label fitting process, ensuring consistency of each cavity.
- High-end steel configuration: Core/cavity S136/DIN1.2316 hardened, Mouldmax enhanced cooling, wear & corrosion resistant, lifespan over 1 million cycles.
- Micron-level machining precision: CNC precision manufacturing, critical dimensions ±0.01mm, uniform and unblocked vacuum holes, positioning pin concentricity ≤0.005mm.
- Strict mould trial validation: Including label positioning, wall thickness inspection, full appearance test, 8-hour continuous stability test, ensuring trouble-free high-speed mass production.
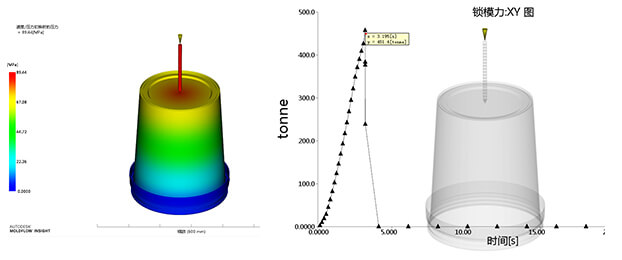
Mould Flow Analysis for IML Moulds
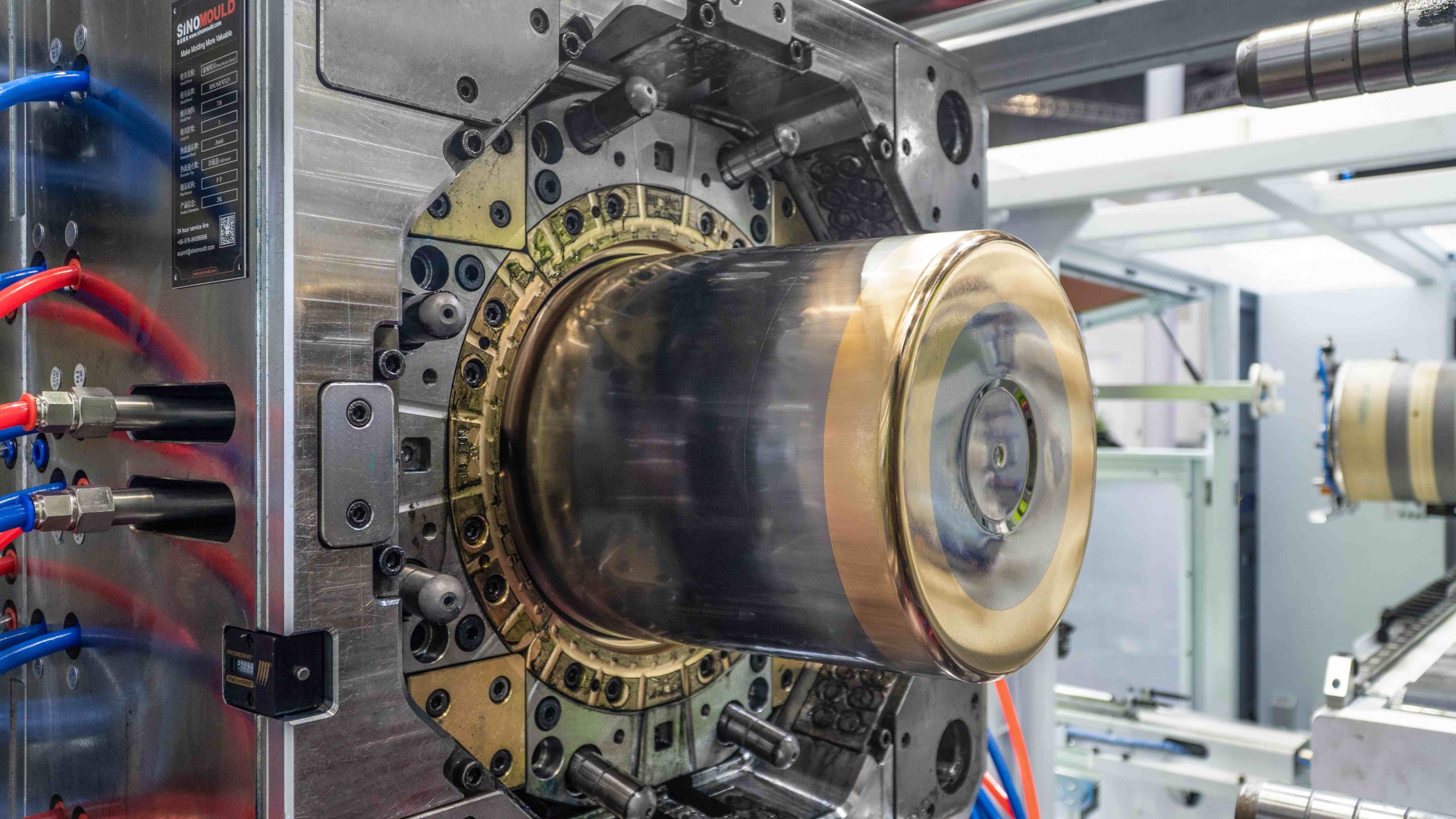
Using professional Mouldflow analysis, simulating entire process of plastic filling and label fitting, optimizing cooling system, runner balance and mould temperature distribution, accurately predicting and eliminating defects such as labeling bubbles, wrinkles and eccentric uneven wall thickness, ensuring 100% qualified rate of one-time IML moulding.
{kind=link}
As shown in the picture: Balanced cooling + vacuum positioning + reasonable gating realize synchronous stable moulding of label and bucket body, thoroughly solving label deviation and uneven wall thickness problems.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
IML Mould Testing Video
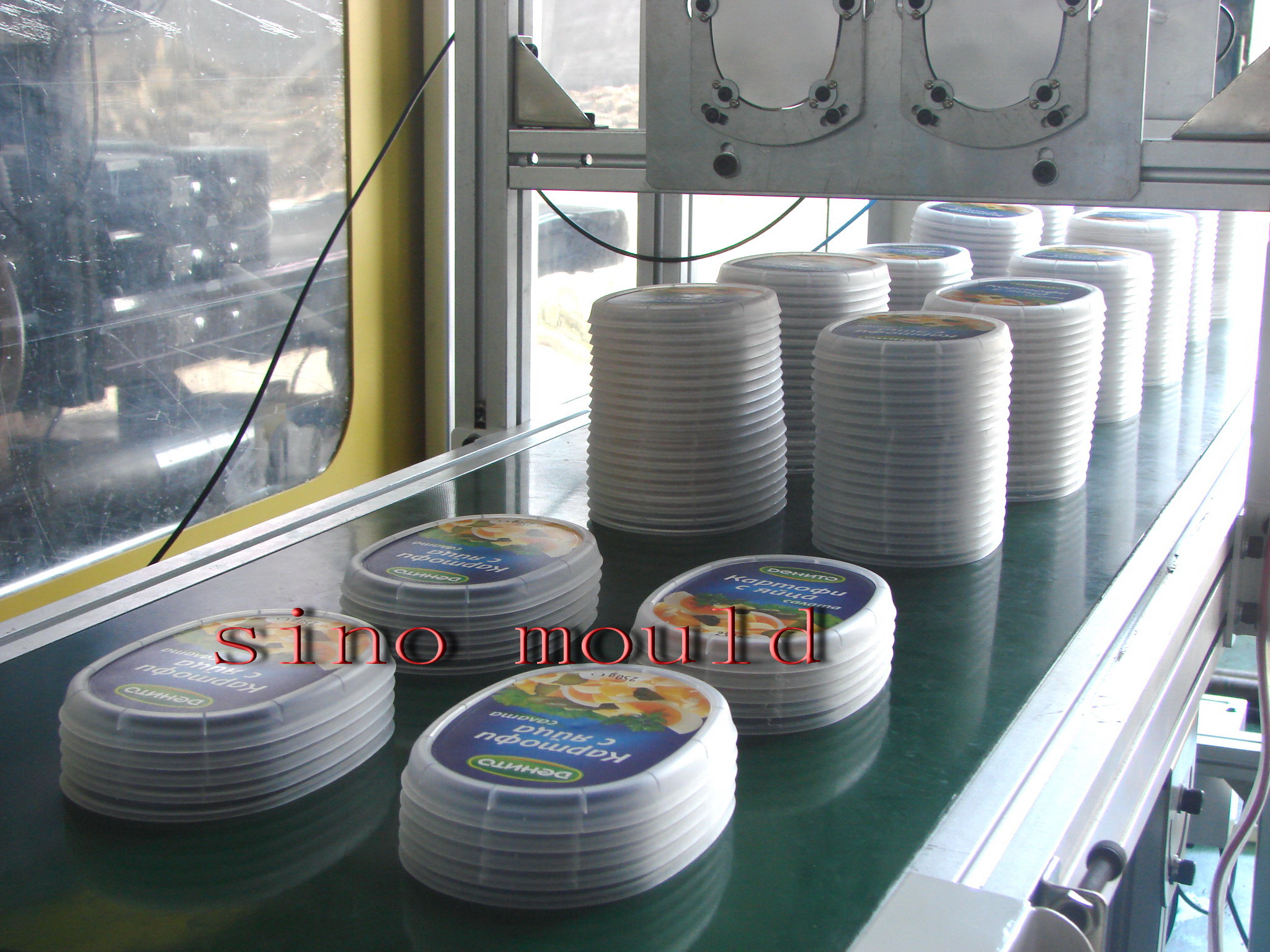
Video demonstrating high-speed fully automatic IML production process: Stable operation of label precise insertion, injection, mould opening and ejection.